
舞钢炼钢扩建厂房吊车梁钢结构制作方案
19页
1、舞钢炼钢扩建厂房吊车梁系统钢结构制作施工方案编 制: 审 核: 批 准: 目 录1、工程概况及建设目标2、准备及部署3. 吊车梁系统钢结构制作4劳动力计划5、主要施工设备、工具计划6、质量保证措施7、工期保证措施9、安全生产及文明施工措施10、技术创新措施编 制 依 据1、 根据舞钢炼钢扩建厂房吊车梁系统钢结构制作比价邀请书;2、 舞钢炼钢扩建厂房吊车梁系统钢结构制作施工图22.151J92;3、 钢结构工程施工质量验收规范GB50205-2001;4、 建筑钢结构焊接技术规程JGJ81-2001;5、 我单位施工技术管理、质量保证体系要求;6、 我单位的施工设备及技术力量;7、 工程实际情况及工期要求。1、工程概况及建设目标1.1工程概况该工程为舞阳钢铁公司原炼钢厂扩建工程的厂房吊车梁系统钢结构制作,工程位于舞钢市舞阳钢铁公司原炼钢厂。该工程的主要内容为:吊车梁系统的钢吊车梁、辅助桁架、制动板、制动桁架、水平支撑等。约450吨。该工程的特点:一.主要构件为焊接H型钢,构件长、重,对施工生产场地和设备的要求较高;二.技术要求高,主要焊缝为一级、二级合格;三.除锈要求高,涂漆遍数多;四.
2、生产工期短等。我们要精心组织施工,运用成熟的焊接工艺评定,并运用研究出的保证焊透的焊接新工艺,制定切实可行的施工工艺和焊接工艺,采用先进的控制变形的方法,确保构件制作质量。运用我们几十来年积累起来的丰富的施工经验,发扬吃苦耐劳、顽强拼搏的精神,确保施工工期。我们要精心准备、精心组织,按照我公司ISO9001质量保证体系的要求狠抓管理,严格按质量保证模式和施工工艺施工,积极采取新工艺、新技术、新方法使我们的施工质量达到设计技术要求和国家的规范要求,确保工程质量。12建设目标1.2.1工期目标:根据业主要求,结合我单位的情况和优势,吊车梁系统日历工期为43天交工。1.2.2质量目标:工程质量全部达到设计图纸和国家现形标准规定,确保达到合格工程。1.2.3服务目标:全面履行对业主的各项承诺,以信誉第一、用户至上的原则和优质的服务,满足业主各项合理要求。1.2.4安全目标:杜绝重大伤亡事故,轻伤负伤率6以下。2施工准备及部2.1施工准备署2.1.1技术准备:在开工前,组织工程技术人员和生产骨干学习、熟悉图纸,编制生产施工工艺、质量计划、作业计划、工程预算以及材料供应计划,搞好全面的技术交底工作
3、。2.1.2 材料准备:物资部门按预算中的材料供应计划积极组织货源,主材由业主无价供应、辅材必须在“合格分供方”单位采购,并严格实行进货检验制度。2.1.3 施工机械设备准备:按本施工组织设计的要求,对参与工程的机械设备、工机具要提前进行检修、保养,确保完好。2.2 施工部署2.2.1本工程为我厂的重点工程,按照项目法施工要求组建项目部,项目部全体员工要全力以赴,精心组织,科学安排,依据ISO9002质量体系标准和我公司质量体系文件,对工程质量进行全面管理,使工程质量在全部施工过程中处于受控状态,以保证工程质量目标。其构件均采用工厂制作。2.2.1组织机构为做好各专业工程的配合协调工作,保证按质、按量完成任务,成立本项目部。项目经理:杨新芳项目副经理:冯义平项目总工程师:江茜质量检查工程师:易广彬材料部部长:冯爱香2.2.2各部门职责2.2.2.1生产技术部门:负责工程调度、技术准备、技术管理、测量控制、质量计划等。2.2.2.2经营计划部门:负责施工图预算、决算、签定合同、工程计划安排、统计报表、经营管理、售后服务等。2.2.2.3物资设备部门:负责材料、周转料具、设备供应、材料储存
4、、保管防护、机械设备维修等。2.2.2.4技术监督部门:负责工程质量管理、施工安全、持证上岗、文明施工、工程检验试验、现场工程质量监督及评定等。2.2.2.5财务部门:负责财务管理、资金控制、成本核算及分析等。2.2.2.6综合办公室:负责行政福利、对外对内接待、劳资、保卫、资料等。3钢吊车梁结构制作31生产工艺流程如下:钢材检验 切割下料检查 刨坡口 检查 连接板制孔 组装焊接 H型钢 变形矫正 检查 总体装焊变形矫正焊缝及外型尺寸检验 除锈 涂装及验收 检查 包装发运3.2原材料及控制3.2.1制作加工所使用的钢材、焊接材料、涂装材料和紧固件必须符合设计要求和现行标准规定。必须有材质证明书、合格证。3.2.2本工程所使用的主要材料即钢材,由业主无价供应,对进厂的钢材的性能须符合GB700-88和GB/T1591-94的规定。按进货检验控制程序和顾客提供产品控制程序进行控制。3.2.3制作、加工所使用的焊接材料:手工焊时Q345C用E5015、E5016型焊条,自动或半自动焊时使用H08MnA焊丝。焊条的性能须符合GB/T5117-1995的规定,焊丝、焊剂的性能须符合GB/T149
《舞钢炼钢扩建厂房吊车梁钢结构制作方案》由会员心***分享,可在线阅读,更多相关《舞钢炼钢扩建厂房吊车梁钢结构制作方案》请在金锄头文库上搜索。
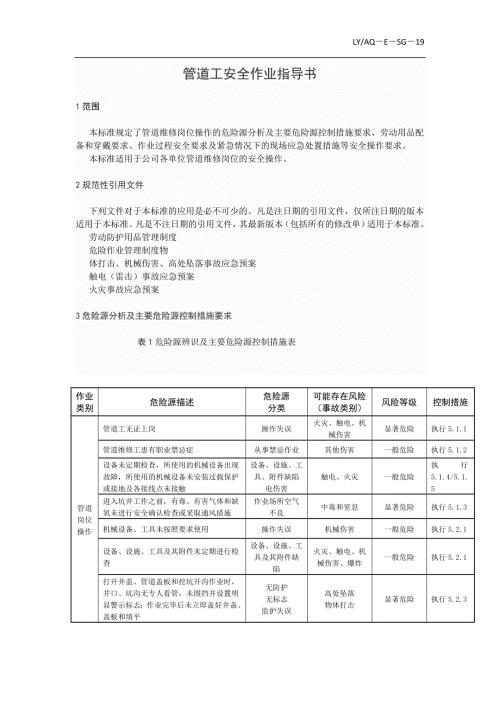
LYAQ-E-SG-19 管道工安全作业指导书
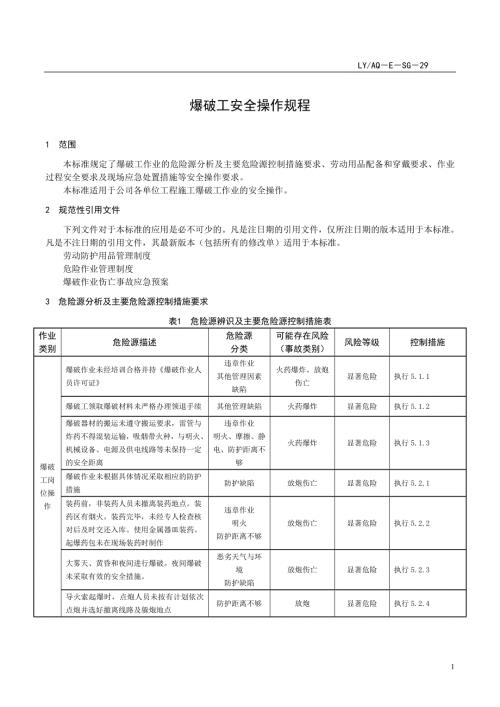
LYAQ-E-SG-29 爆破工安全操作规程
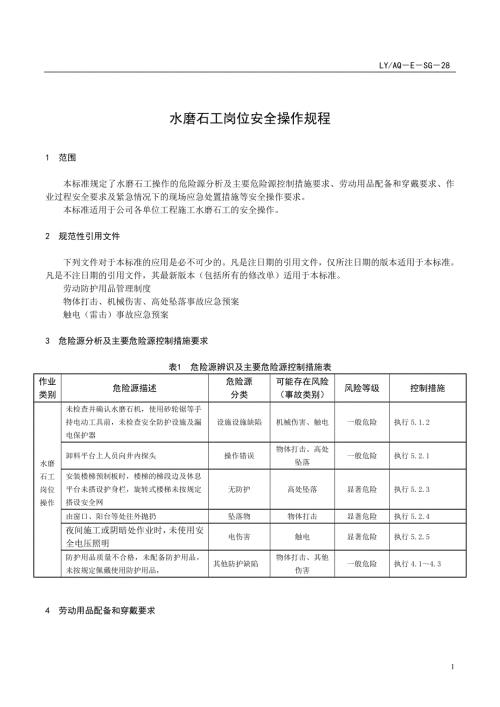
LYAQ-E-SG-28 水磨石工岗位安全操作规程
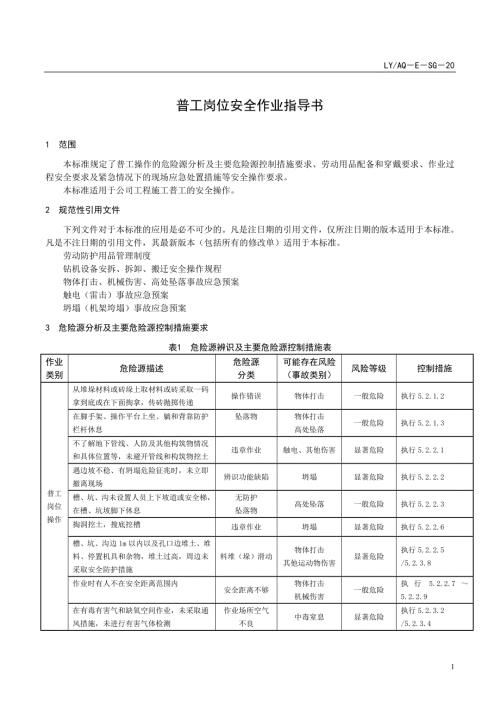
LYAQ-E-SG-20 普工安全作业指导书
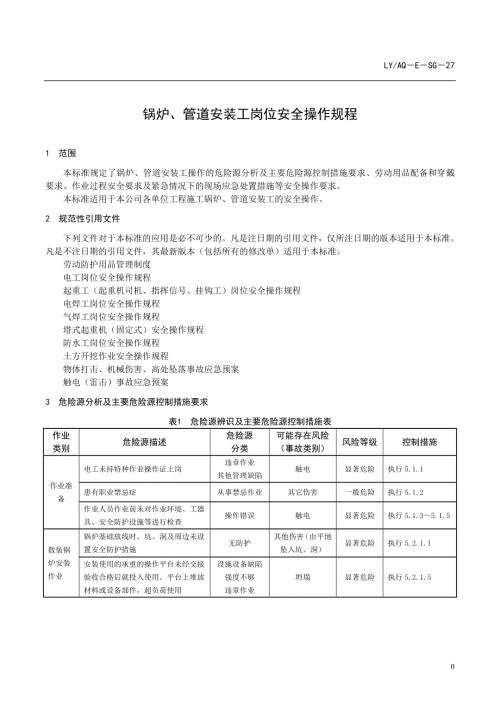
LYAQ-E-SG-27 锅炉、管道安装工岗位安全操作规程
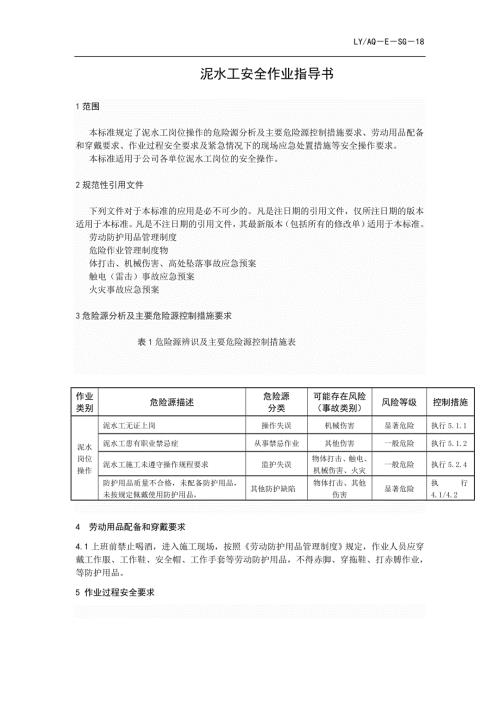
LYAQ-E-SG-18 泥瓦工安全作业指导书
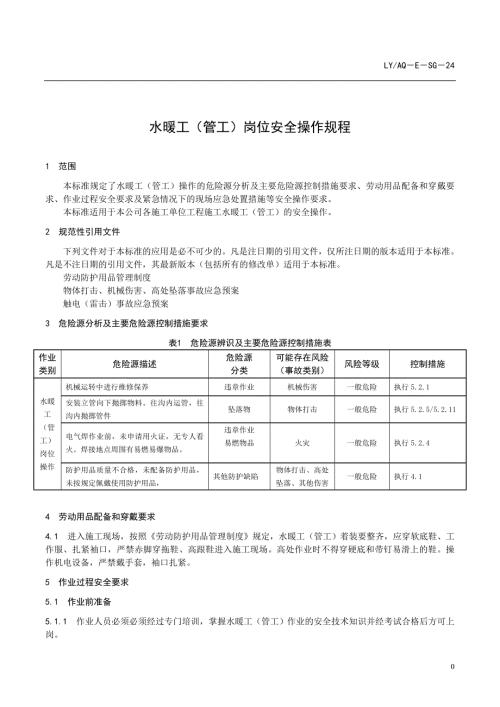
LYAQ-E-SG-24 水暖工(管工)岗位安全操作规程
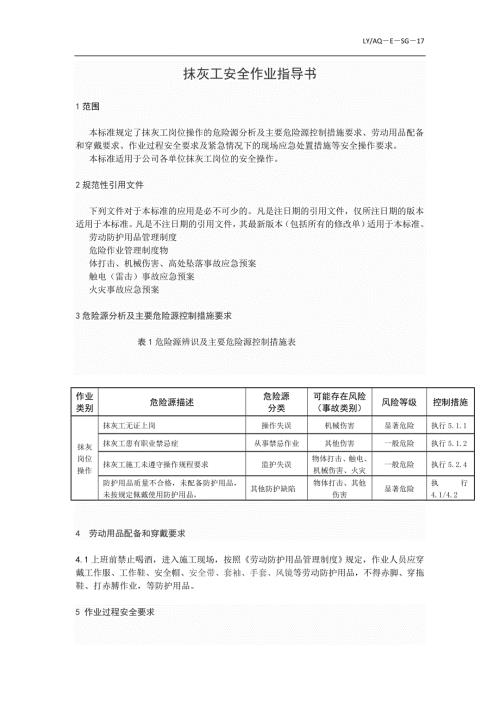
LYAQ-E-SG-17 抹灰工安全作业指导书
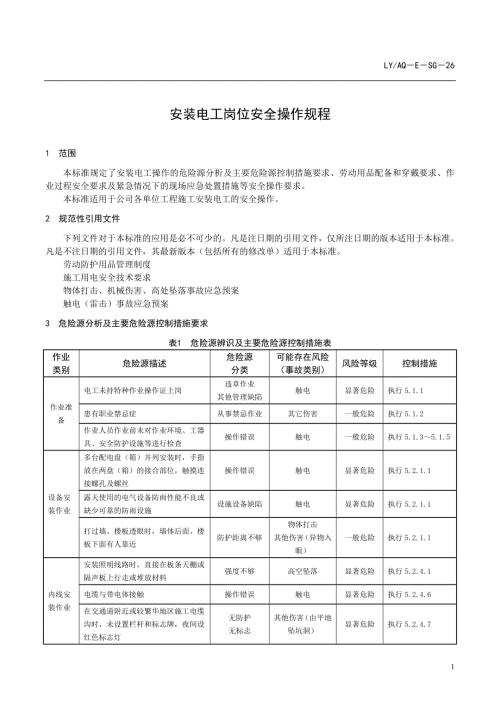
LYAQ-E-SG-26 安装电工岗位安全操作规程
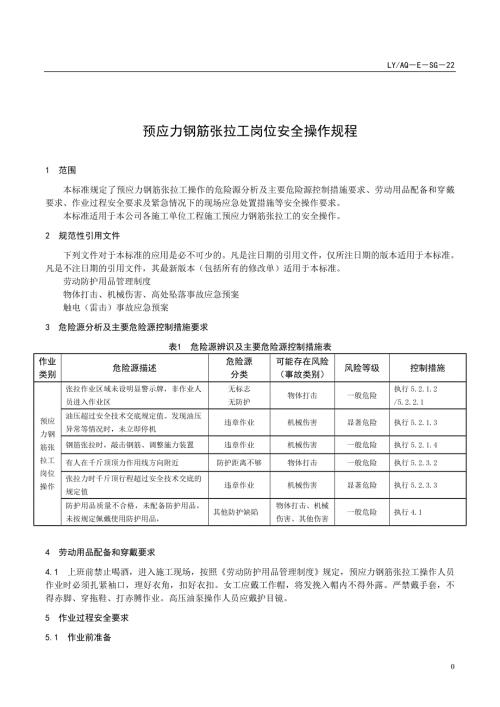
LYAQ-E-SG-22 预应力钢筋张拉工岗位安全操作规程
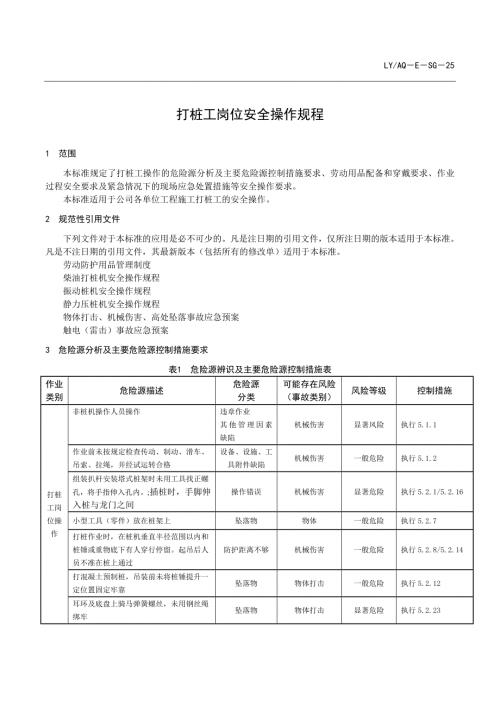
LYAQ-E-SG-25 打桩工岗位安全操作规程
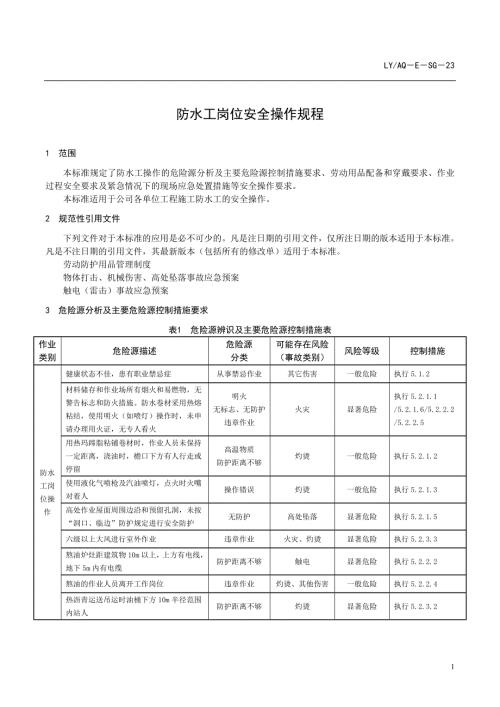
LYAQ-E-SG-23 防水工岗位安全操作规程
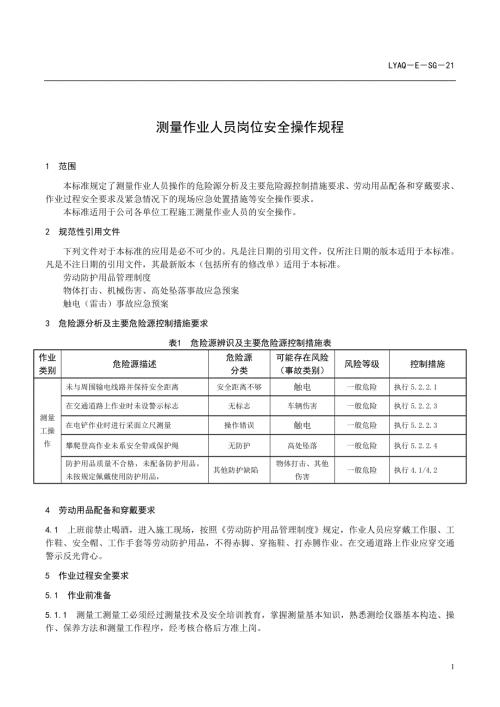
LYAQ-E-SG-21 测量作业人员岗位安全操作规程
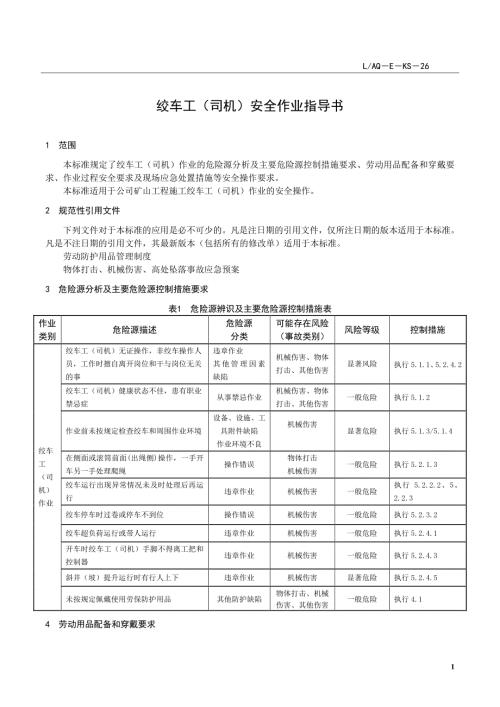
LAQ-E-KS-26 绞车工安全作业指导书
LAQ-E-KS-09 放矿工安全作业指导书
LAQ-E-KS-10 水泵工安全作业指导书
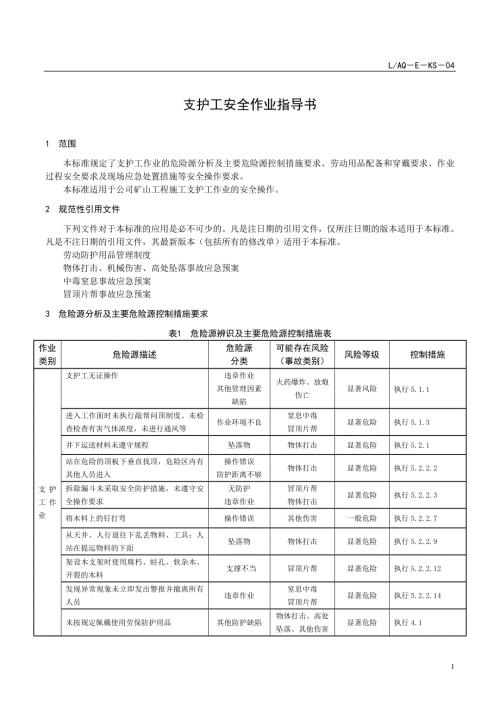
LAQ-E-KS-04 支护工安全作业指导书
LAQ-E-KS-12 压风工安全作业指导书---
LAQ-E-KS-07 喷浆混凝土支护工安全作业指导书
LAQ-E-KS-11 卷扬机工安全作业指导书
 LYAQ-E-SG-19 管道工安全作业指导书
LYAQ-E-SG-19 管道工安全作业指导书
2024-05-06 3页
LYAQ-E-SG-20 普工安全作业指导书
2024-05-06 6页
LYAQ-E-SG-18 泥瓦工安全作业指导书
2024-05-06 3页
LYAQ-E-SG-17 抹灰工安全作业指导书
2024-05-06 3页
LYAQ-E-SG-22 预应力钢筋张拉工岗位安全操作规程
2024-05-06 3页
LYAQ-E-SG-21 测量作业人员岗位安全操作规程
2024-05-06 3页
水泥标准稠度及凝结时间测定仪
2024-01-29 2页
现场试验室操作规程
2024-01-28 8页
公路工程质量方针
2024-01-28 4页
管理组、技术资料管理制度
2024-01-05 1页