
母线加工与安装工艺规
25页
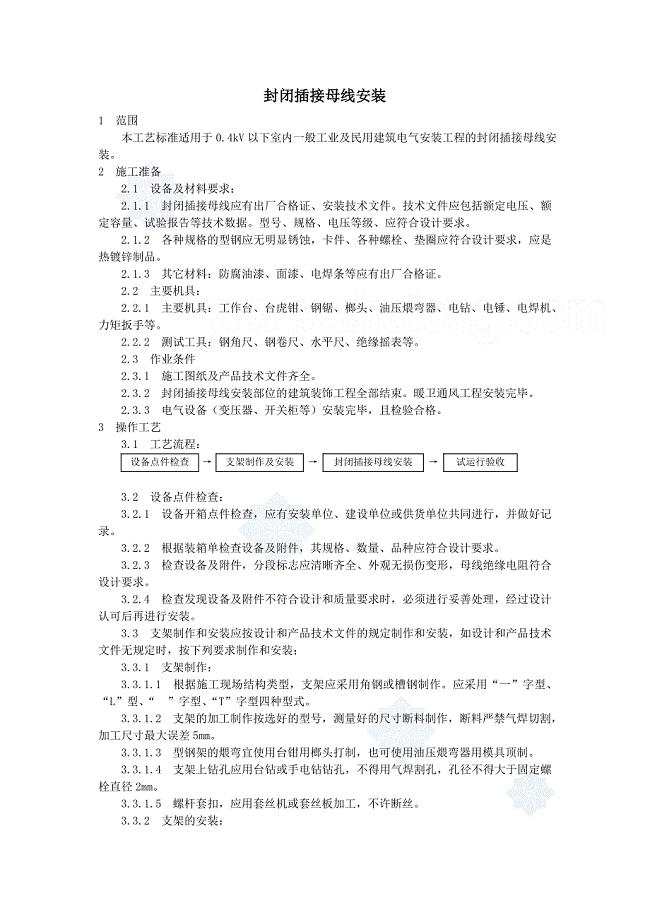
1、Q/JZ 2005哈尔滨九洲电气股份有限公司 发布2005-05-30实施2005-05-20发布母线加工与安装工艺规程Q/JZ 50012005代替JZ/JS 01-01-03、ODK945001Q/JZ哈尔滨九洲电气股份有限公司企业标准1Q/JZ 50012005前 言本标准依据国家标准GBJ 149/90电气装置安装工程母线装置施工及验收规范及哈尔滨九洲电气股份有限公司生产加工设备实际情况编制,对JZ/JS 01-01-03一次母线加工工艺及ODK945001母线加工与安装工艺进行了修定。本标准自实施之日起代替JZ/JS 01-01-03和ODK945001。本标准的附录A.B.C为规范性附录。本标准由哈尔滨九洲电气股份有限公司设计一室提出并起草。本标准由哈尔滨九洲电气股份有限公司设计一室归口。本标准起草人:娄善军本标准审核人:本标准标准化审查人:本标准审定人:本标准批准人:IQ/JZ 50012005I母线加工与安装工艺规程1 范围本标准对母线加工过程中材料的使用、加工、母线装配、母线的相序排列,检验等作了一般性的规定。本标准适用于我公司生产的12kV及以下的高、低压成套开关柜
2、、动力配电箱及直流屏、变频、调速柜的铜、铝、钢母线的制作和安装。2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件其随后所有的修订单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T 3390-1989 手动套筒扳手套筒GB/T 4388-1995 呆扳手、梅花扳手、两用扳手的型式GB/T 4440-1998 活扳手GB 5585.13 电工用铜、铝及铝合金母线GB/T 14764-1993 手用钢锯条GBJ 149-90 电气装置安装工程 母线装置施工及验收规范3 设备、工装、工具及消辅材料3.1 设备a) 三点式液压母线折弯机(型号W30E 规格28-300KN)b) 铜铝母线加工设备(型号WJ-BB 规格303)c) 母线折弯机(型号W23Y-300)d) 手动剪切器(型号J5-4 规格0.44T)e) 台式钻床(型号T16J、Z516)f) 平台(自制)g) 平排机(自装)h) 手动压力机(自制)3.2 专用工装a)
3、切断模(三点式液压母线折弯机附件)b) 冲孔模(三点式液压母线折弯机附件)c) 弯曲模(三点式液压母线折弯机附件)d) 校平模(三点式液压母线折弯机附件)3.3 工具及量具回转式台虎钳(规格 大力牌250)、钢直尺(规格 150、500、2000)、钢卷尺(规格 3.5m)、锉刀(五金手册)、扳手(GB/T 4388-1995 GB/T 4388-1995 GB/T 4440-1998)、筒扳手(GB/T 3390-1989)、锯(GB/T 14764-1993)、笔(HB 101)3.4 消辅材料包装用废纸、汽油、棉纱等。4 母线材料材质要求:母线牌号、规格、供应状态、表面质量、机械性能、电气性能应符合GB 5585.13标准的规定,同时满足设计图纸的要求。5 母线加工与安装的一般工艺5.1 母线装置采用的设备和器材,在运输与保管中采用防腐蚀性气体侵蚀及机械损伤的包装。5.2 铜母线、铝母线、铝合金管母线,当无出厂合格证件或资料不全时,以及对材质有怀疑时,应按表1要求进行检验。表1 母线质量检验表母线名称母线型号最小抗拉强度N/mm2最小伸长率%20时最大电阻率.mm2/m铜母线TM
4、Y25560.01777铝母线LMY11530.0290铝合金管母线LF21Y137-0.03735.3 母线表面应光滑平整,不应有裂纹、褶皱、夹杂物及变形和扭曲现象。5.4 成套供应的封闭母线,插接母线槽的各段应标志清晰,附件齐全,外壳无变形,内部无损伤。螺栓固定的母线搭接面应平整,其镀锌层不应有麻面、起皮及未覆盖部分。5.5 各种金属构件的安装螺孔不应采用气焊割孔或电焊吹孔。5.6 金属构件及母线的防腐处理应符合下列要求:5.6.1 金属构件除锈应彻底,防腐漆应涂刷均匀,粘合牢固,不得有起皱皮等缺陷。5.6.2 母线涂漆应均匀,无起层、皱皮等缺陷。5.6.3 在有盐雾,空气相对湿度接近100%及含腐蚀性气体的场所,金属构件应采用热镀锌。5.7 母线与母线,母线与分支线,母线与电器接线端子搭接时,其搭接面的处理应符合下列规定:5.7.1 铜与铜:室外、高温且潮湿或对母线有腐蚀性气体的室内,必须镀锌,在干燥的室内可直接连接。5.7.2 铝与铝:直接连接。5.7.3 钢与钢:必须镀锌,不得直接连接。5.7.4 铜与铝:在干燥的室内铜导体应镀锌,室外或空气相对湿度接近100%的室内,应采用
《母线加工与安装工艺规》由会员lia****421分享,可在线阅读,更多相关《母线加工与安装工艺规》请在金锄头文库上搜索。
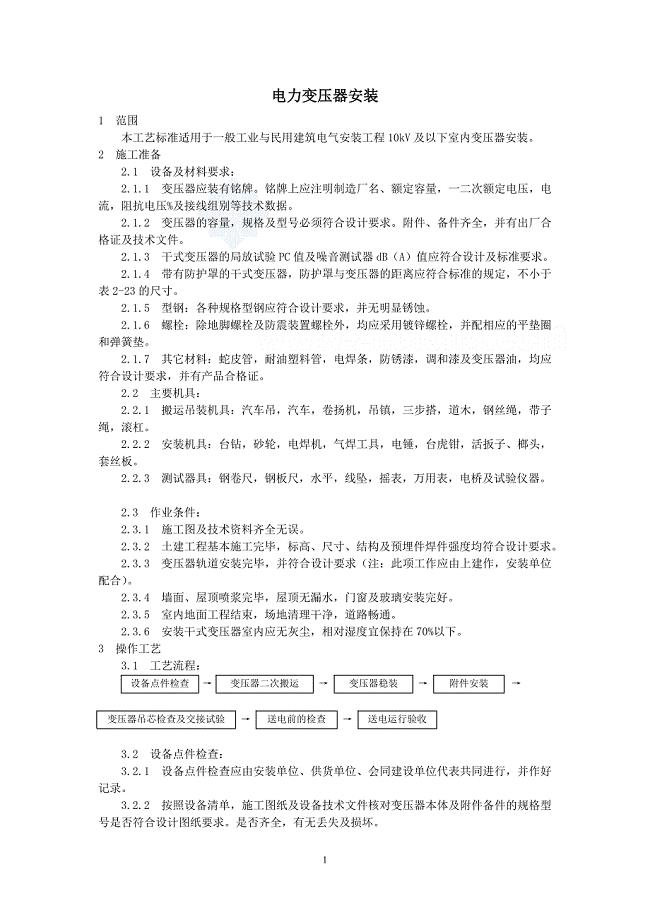
011电力变压器安装工艺_secret
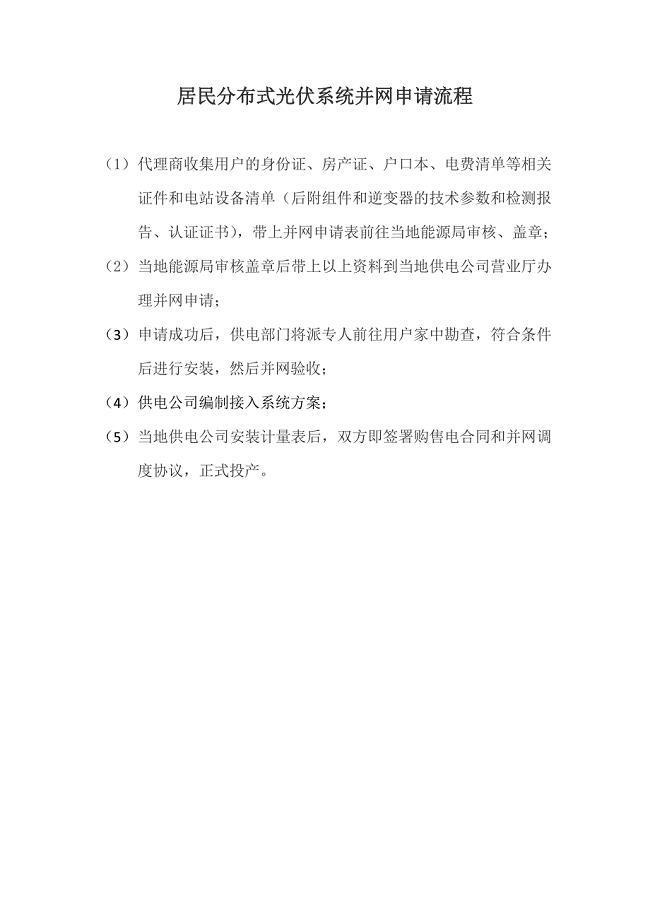
居民分布式光伏系统并网申请流程
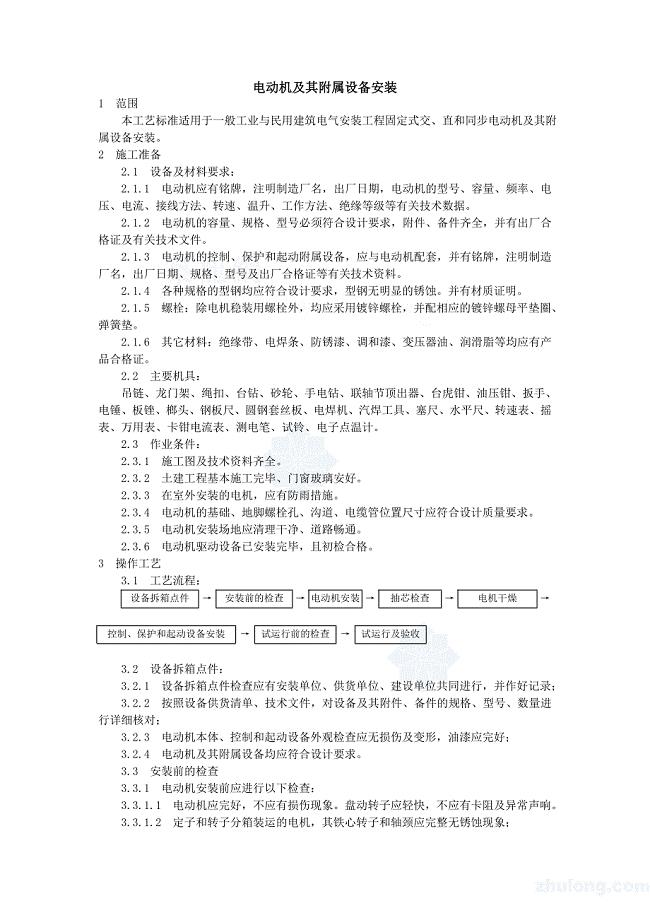
014电动机及其附属设备安装工艺_secret
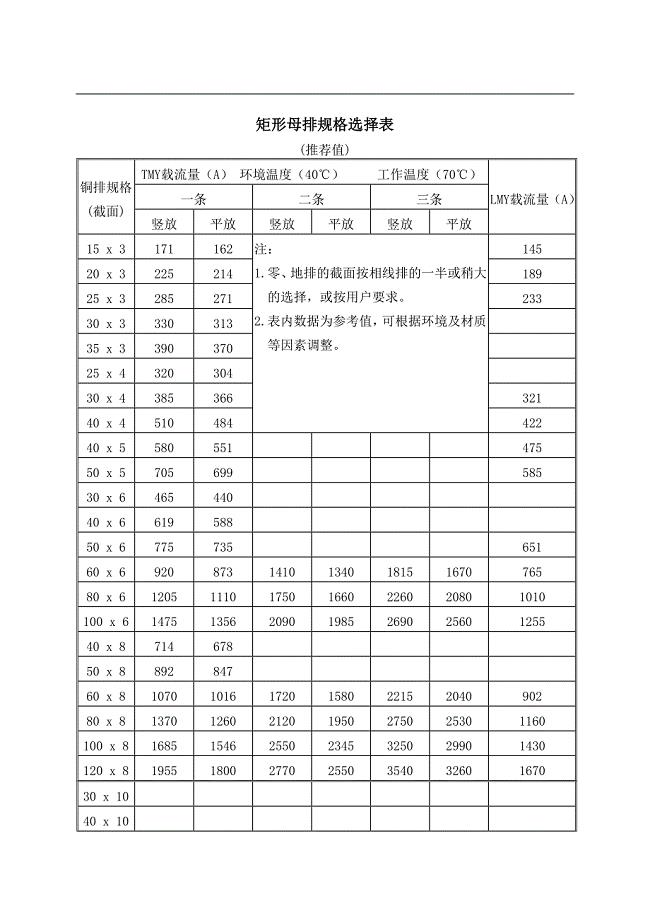
母排、电缆规格选择表
开关柜基础知识培训
设备配套控制柜制作工艺及规程
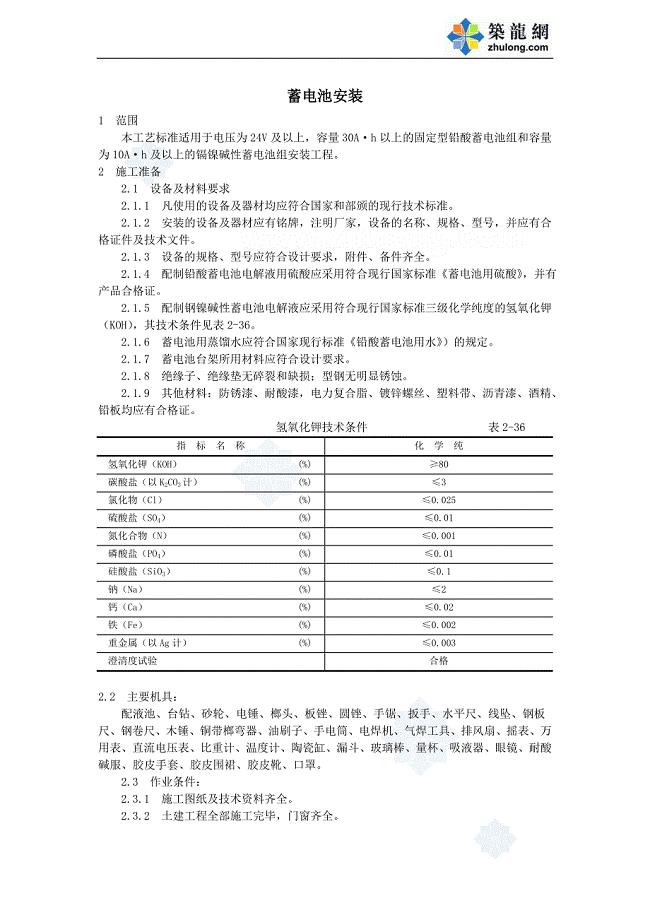
015蓄电池安装工艺_secret
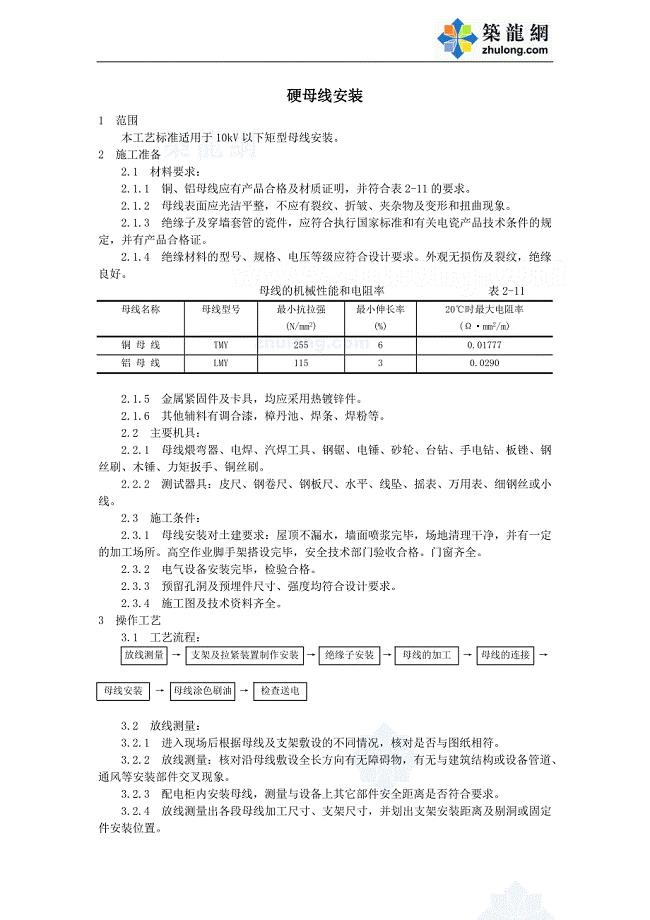
008硬母线安装工艺_secret
009封闭插接母线安装工艺_secret
风力发电用欧式箱变安装使用说明书
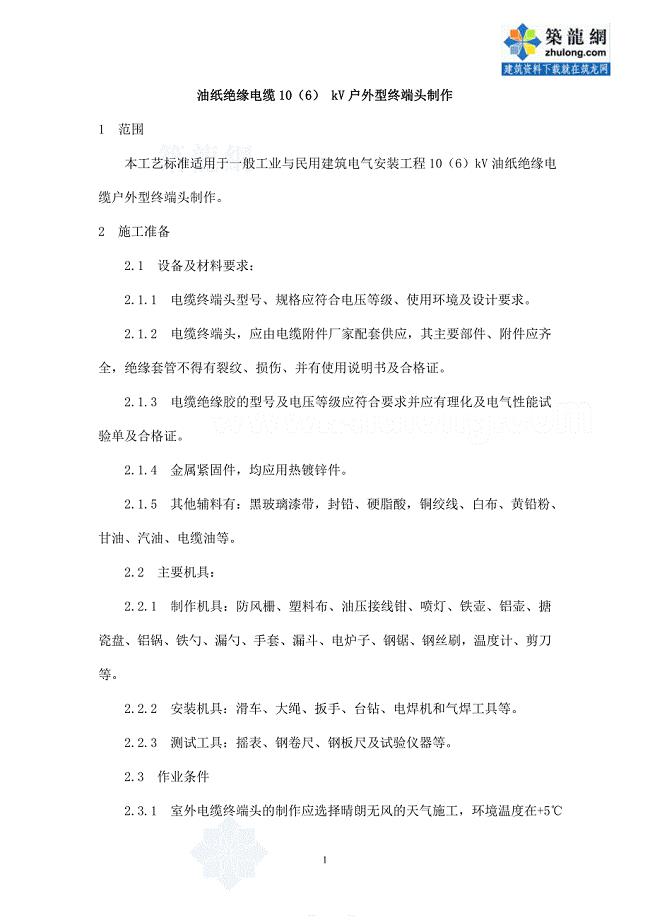
002油纸绝缘电缆10(6) kv户外型终端头制作工艺_secret
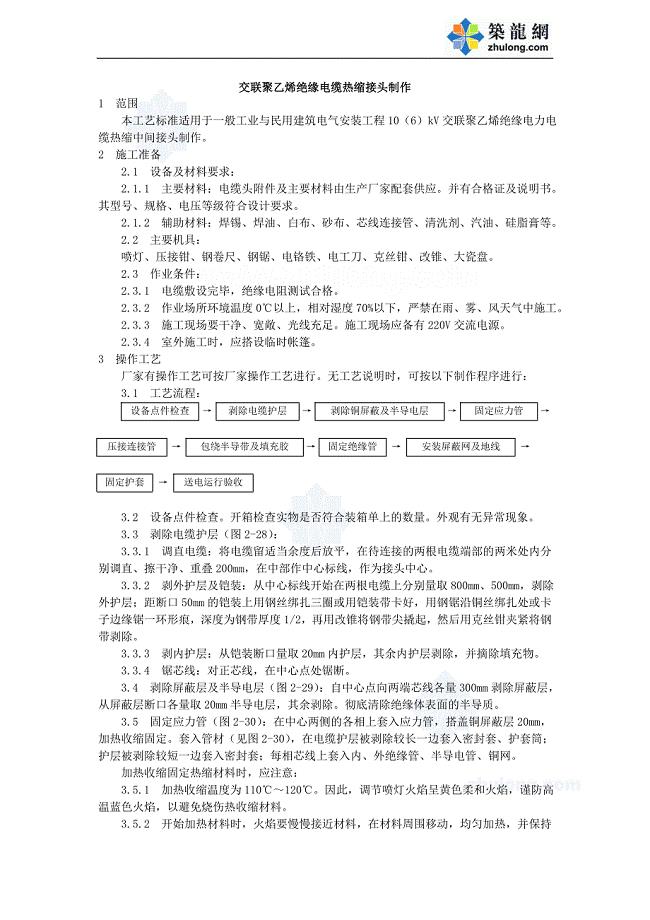
006交联聚乙烯绝缘电缆热缩接头制作工艺_secret
分布式光伏发电备案流程
010滑接线及软电缆安装工艺_secret
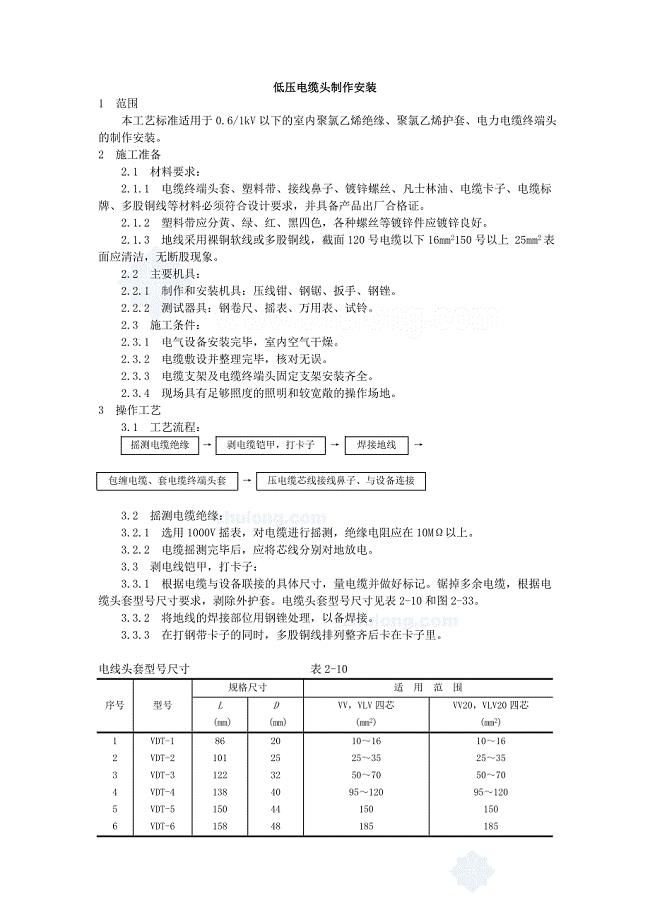
007低压电缆头制作安装工艺_secret
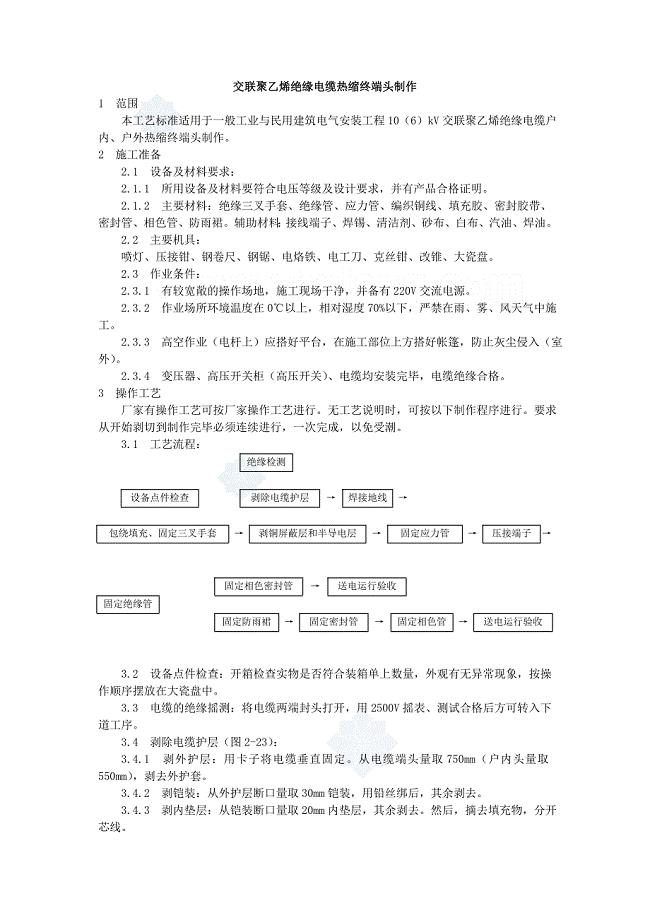
005交联聚乙烯绝缘电缆热缩终端头制作工艺_secret
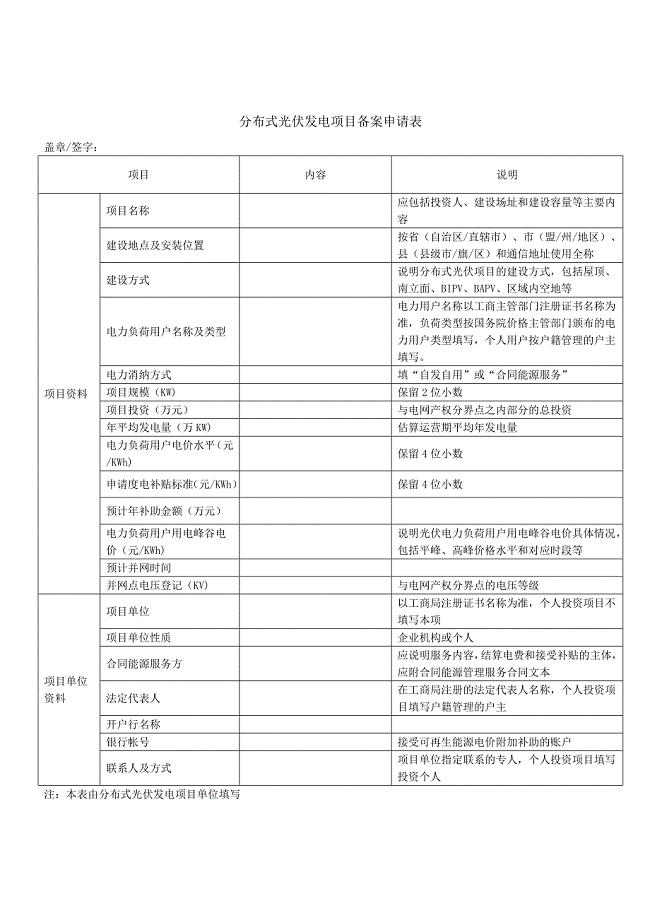
分布式光伏发电项目备案申请表
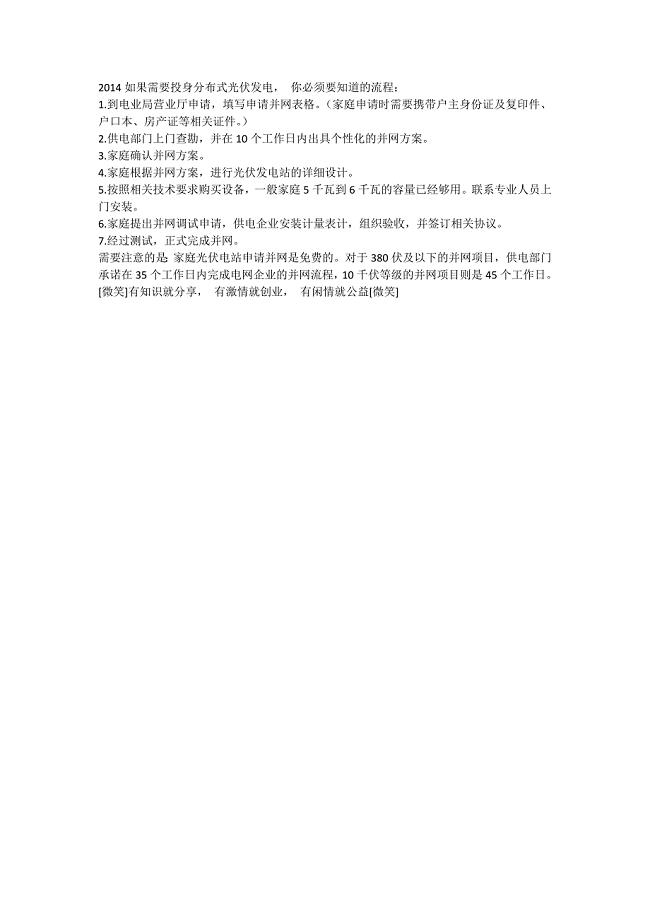
分布式光伏电站申报流程
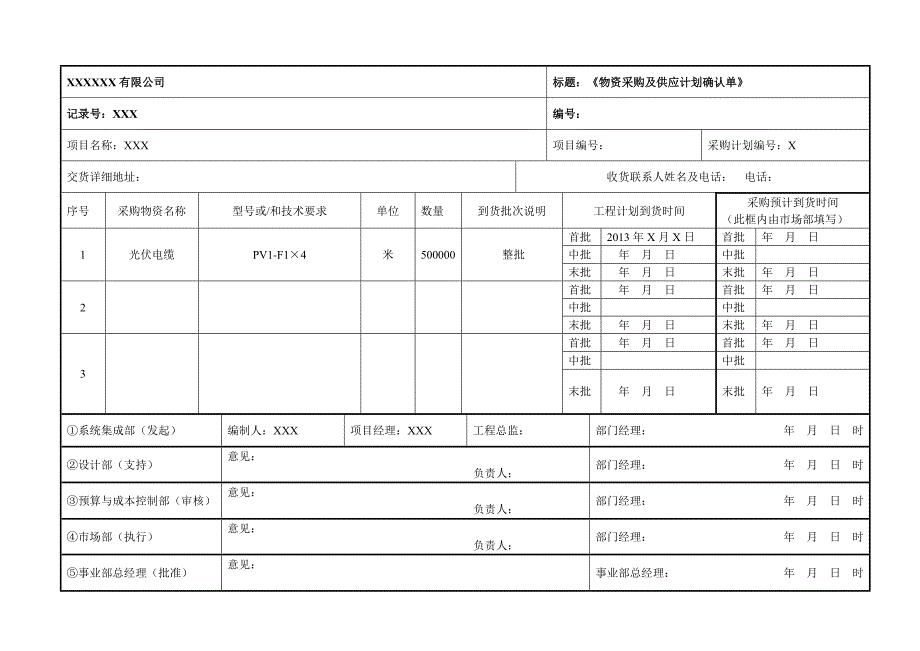
物资采购及供应计划表-光伏电缆
母线加工与安装工艺规
 光伏电站运行及维护方案
光伏电站运行及维护方案
2024-01-19 10页
太阳能电站组件清洗方案
2024-01-19 5页
模板&范本:合同履约保函样例【两种格式】
2024-01-05 2页
模板&范本:施工电源工程总承包合同样本
2024-01-05 6页
模板&范本:风电场风力发电机组运行规程之齿轮箱运行规程范本
2024-01-05 6页
模板&范本:风电场风力发电机组运行规程之风机监控系统运行规程范本
2024-01-05 3页
模板&范本:风电场工程项目投标报价书模板
2024-01-05 16页
模板&范本:项目竣工验收鉴定书模板
2024-01-05 6页
模板&范本:工程质量保修书模板
2024-01-05 2页
模板&范本:风电场风力发电机组运行规程之液压系统运行规程范本
2024-01-05 6页