
SE同步工程白车身工艺可行性分析标准
17页
1、白车身总成分析标准零部件清单及装配工艺1. 车型机舱盖支撑杆后装结构时,需自制工装用于支撑机舱盖,车型机罩钣金为机盖撑杆工装提供可靠支撑点,上支撑孔孔形更改为钥匙孔形状。2. 针对车身黑漆件车型内相似件、对称件以及车型间相似件、对称件进行防错处理C柱护板右上安装支架C柱护板左上安装支架C柱护板上安装支架更改前:C柱护板左/右上安装支架为对称件,存在员工拿错、装错风险。更改后:C柱护板左/右上安装支架由对称件设计为左右通用件,避免员工拿错、装错风险前排扶手支架后排扶手支架前排扶手支架后排扶手支架前、后排扶手支架结构类似,存在错装风险,要求增加防错标识NO问题描述Problem Description对策Countermeasure1H6白车身总成气密性差,气密性总值130SCFMa.避免驾驶舱设置与外界联通的孔,如需开必须有有效的密封措施;b.合理设计车身空腔膨胀胶隔断;c.合理设置涂胶种类,保证驾驶舱密封连续,涂胶方便可靠。2车身锈蚀a.根据防锈管控方案,采用镀锌板;b.依照Q/CC SJ0469进行防锈设计,避免气室、电泳沥液不净、电泳屏蔽问题、电泳液可达性差问题;c.门槛梁、车门腔
2、体进行喷蜡处理。3C30前轮外沿凸出车身,车辆在行驶过程中,前车轮带起的泥沙不能完全被翼子板下部遮挡,导致泥沙向后甩出,将轮弧边沿的漆面打伤,造成漆面脱落在侧围外板后轮弧边沿漆面脱落位置增加防石击贴膜;新车型进行防石击校核。4H6拖拽1800Kg拖车,后拖车装置安装点7000Km耐久破裂在12%的坡度上依照拖拽能力对拖车装置施加静载荷分析,材料屈服强度与安装点应力满足3.5倍安全系数。5车身干涉异响a.保证零件搭接零件间隙在2mm以上,重要受力部位,不影响密封时间隙不小于5mm;b.焊点布置在边部,约束钣金搭接。6指压胶脱落、指压胶部位生锈a.结构设计避免大于3mm的空洞(改变翻遍方向,增加结构筋等),车身指压胶数量不多于6处;b.指压密封孔不大于8mm;c.指压胶应用在涂装电泳后工序。7侧围与翼子板搭接处间隙大形成一个空间高度为12mm-14mm左右的空腔且周围没有任何安装点,造成此位置搭接旷动并且行车中出现异响将侧围A柱与翼子板上部搭接处钣金增加高度为45mm的方形凸台,并且增加膨胀胶块(材质与夹胶板相似)对此位置进行填充,消除晃动。8零件装配干涉a.对零件装入性进行校核,避免装入
3、时干涉,重要部位有门槛梁装配、机舱总成与地板总成装配、侧围总成与车身下部总成、后背门内板总成与外板;b.焊接校核:重点排气管吊挂影响地板焊接、U型件开口宽度等c.安装工具校核,重要部位铰链装配、黑漆件装配。9零件运动干涉对运动件进行间隙校核,满足运动间隙报告要求,重点考察过关、过开校核,主要运动件包含发动机罩锁及开启手柄、安全钩、车门、发动机罩、后背门、限位器、玻璃升降器,校核需包含标准件。10后门开启时与车身B柱型面干涉侧围B柱进行变更,间隙由原来2.59mm改为4.62mm,设计进行运动校核时考虑安装及制件公差。11机盖锁开启扳手与机舱盖干涉改变手柄尺寸,使周边间隙增大到8mm。12CHB022机盖关闭状态有旷动量,且与中网间隙大胶堵布置距发动机罩锁距离较大, 在发动机罩锁处增加两个胶堵。13CHB041发动机盖总成失效问题增加发动机盖锁俩侧CAE刚度分析,增加挡风胶条,造型避免兜风特征出现。翼子板上设计了一个圆孔(主定位)和一个长圆孔(副定位),用于前保安装支架定位,保证其长度方向与主副定位孔连线重合,提高定位精度。如图,定位效果差,不满足装配要求。圆孔长圆孔真空助力器带制动泵加
《SE同步工程白车身工艺可行性分析标准》由会员新***分享,可在线阅读,更多相关《SE同步工程白车身工艺可行性分析标准》请在金锄头文库上搜索。
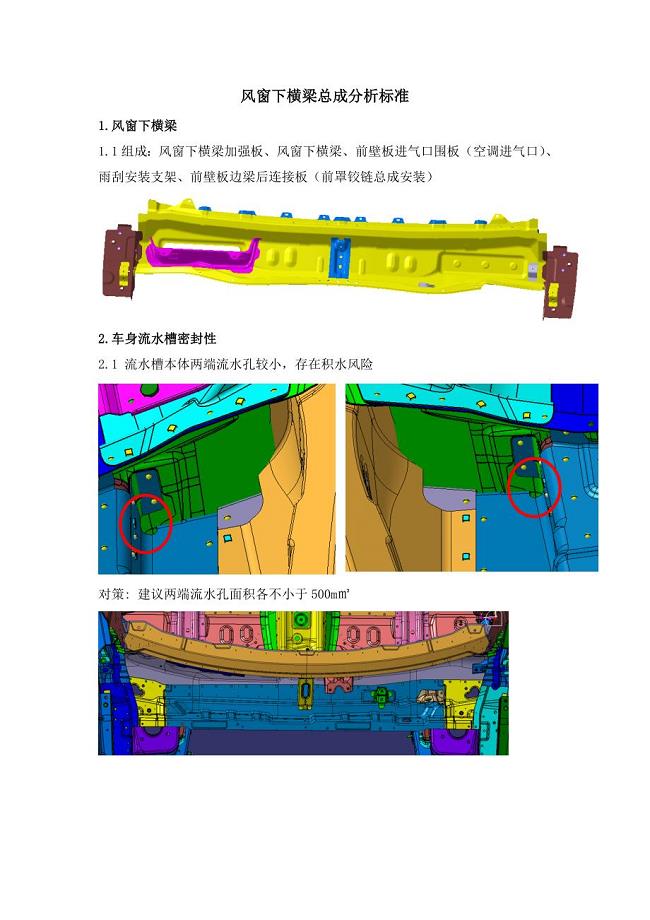














 汽车风窗下横梁总成总装同步工程SE工艺可行性分析标准
汽车风窗下横梁总成总装同步工程SE工艺可行性分析标准
2020-06-09 10页
培训需求调查表1
2020-02-07 1页
离职面谈:将员工的心永远留在公司(doc 13)
2020-02-07 6页
离职面谈指引
2020-02-07 1页
客户服务部岗位职责说明书
2020-02-07 6页
员工薪资福利暂行规定1
2020-02-07 2页
仪器保管
2020-02-07 1页
人才招聘素质能力测评问卷(含答案)
2020-02-07 11页
员工培训记录表-多个
2020-02-07 29页