
钢塑复合管管道连接技术规范
4页
1、钢塑复合管管道连接技术规范 1) 螺纹连接 a 套丝应符合下列要求:套丝应采用自动套丝机;套丝机应采用润滑油润滑;圆锥形 管螺纹应符合现行国家标准用螺纹密封的管螺纹GB/T 7306的要求,并采用标准螺纹规 检验。 b 管端清理加工应用细锉将金属管端的毛边修光;应采用棉回丝和毛刷清除管端和螺 纹内的油、 水和金属切屑;衬塑钢管应采用专用绞刀,将衬塑层厚度 1/2倒角,倒角坡度宜 为100150;涂塑钢管应采用削刀削成轻内倒角。 c 管端、 管螺纹清理加工后,应进行防腐、 密封处理,宜采用防锈密封胶和聚四氟乙烯 生料带缠绕螺纹,同时应用色笔在管壁上标记拧人深度。 d 不得采用非衬塑可锻铸铁管件。 e 管道与配件连接前,应检查衬塑可锻铸铁管件内橡胶密封圈或厌氧密封胶。然后将 配件用手捻上管端丝扣,在确认管件接口已插入衬(涂)塑钢管后,用管道钳按表 4.2.3.2-12进行管道与配件的连接(注:不得逆向旋转)。 表 4.2.3.2-12 标准旋入牙数及标准紧固扭矩 公称直径(mm)旋 入扭 矩管道钳规格(mm) 施加的力(kN) 长度(mm)牙数Nm 15116.06.5403500.15
2、20136.57.0603500.25 25156.06.51004500.30 32177.07.51204500.35 40187.07.51506000.30 50209.09.52006000.40 652310.010.52509000.35 802711.512.03009000.40 1003313.514.040010000.50 1253515.016.050010000.50 1503515.016.060010000.70 f 管道与配件连接后,外露的螺纹部分及所有钳痕和表面损伤的部位应涂防锈密封胶。 g 用厌氧密封胶密封的管接头,养护期不得少于 24h,期间不得进行试压。 h 钢塑复合管不得与阀门直接连接,应采用黄铜质内衬塑的内外螺纹专用过渡管接头。 i 钢塑复合管不得与给水栓直接连接,应采用黄铜质专用内螺纹管接头。 j 钢塑复合管与铜管、塑料管连接时应采用专用过渡接头。 k 当采用内衬塑的内外螺纹专用过渡接头与其他材质的管配件、附件连接时,应在外 螺纹的端部采取防腐处理。 2) 法兰连接 a 用于钢塑复合管的法兰应符合下列要求: 凸面板式平焊钢制管法兰应符合现
《钢塑复合管管道连接技术规范》由会员万****分享,可在线阅读,更多相关《钢塑复合管管道连接技术规范》请在金锄头文库上搜索。
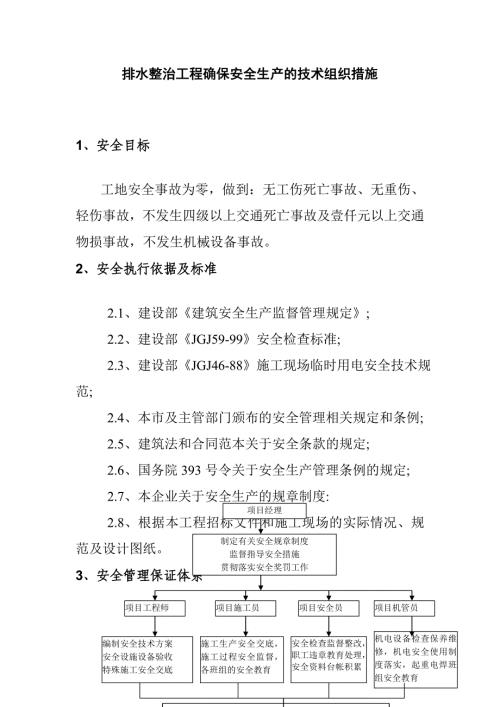
排水整治工程确保安全生产的技术组织措施
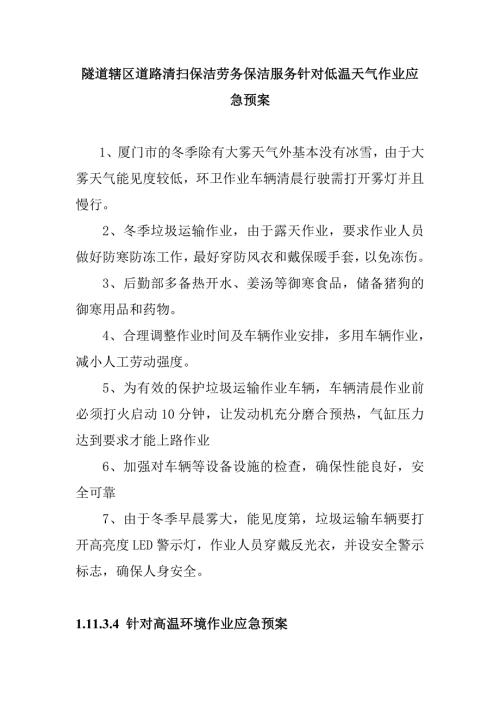
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
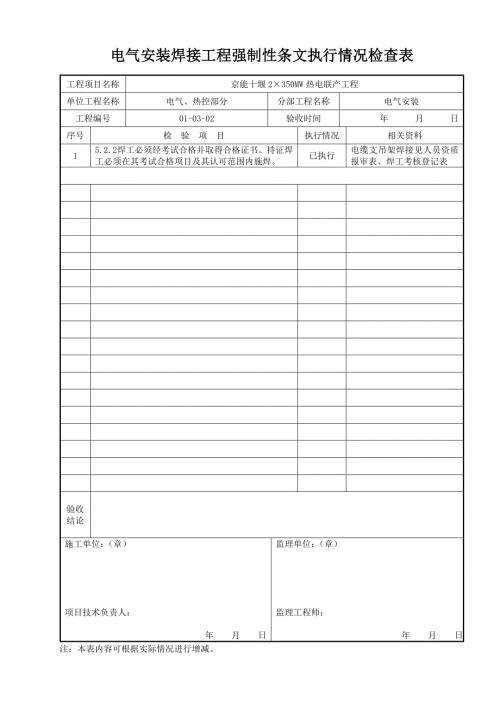
电气安装焊接工程强制性条文执行情况检查表
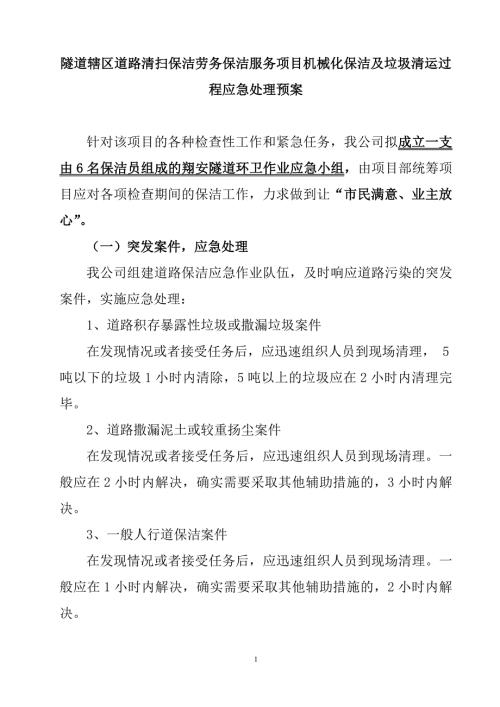
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
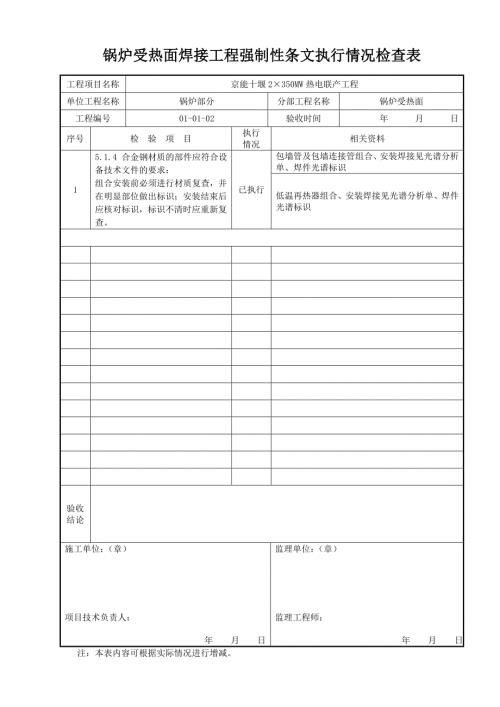
锅炉受热面焊接工程强制性条文执行情况检查表
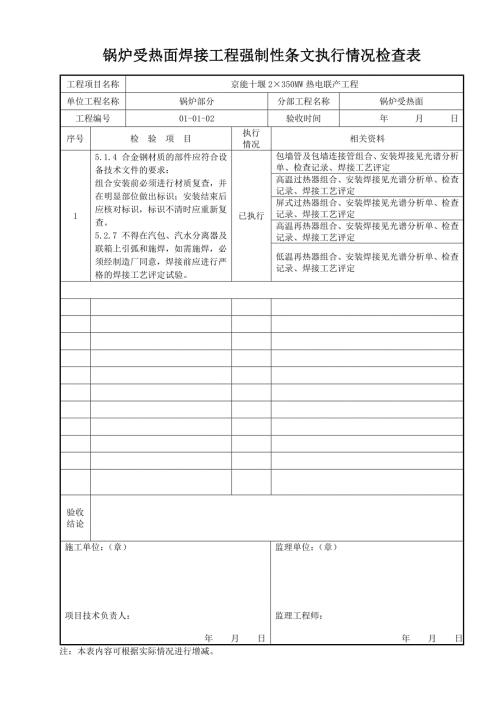
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
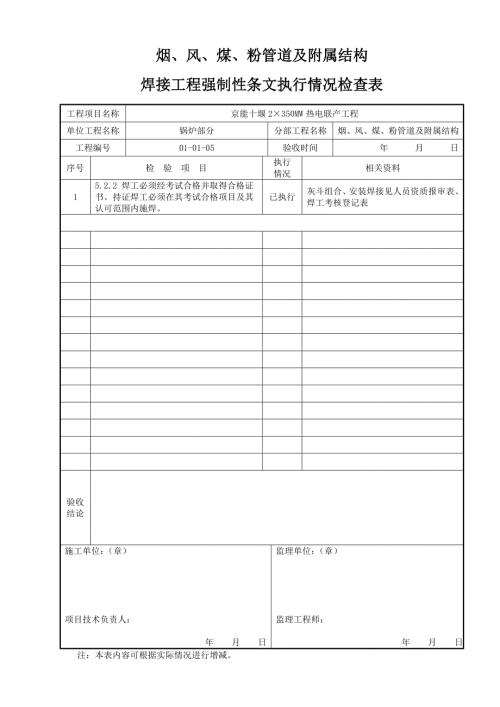
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
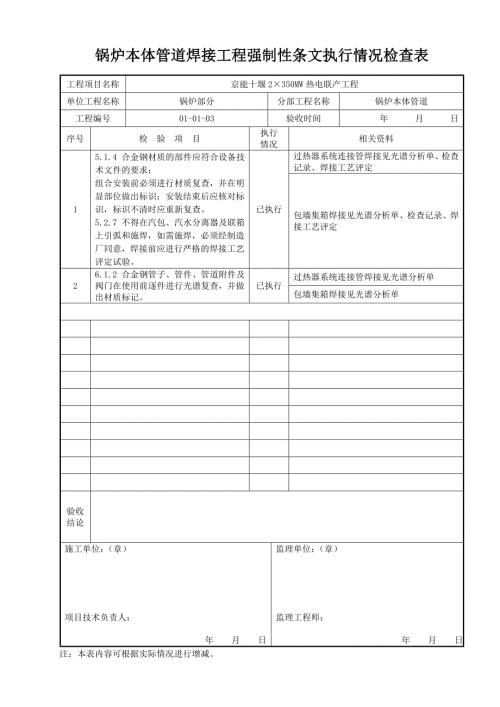
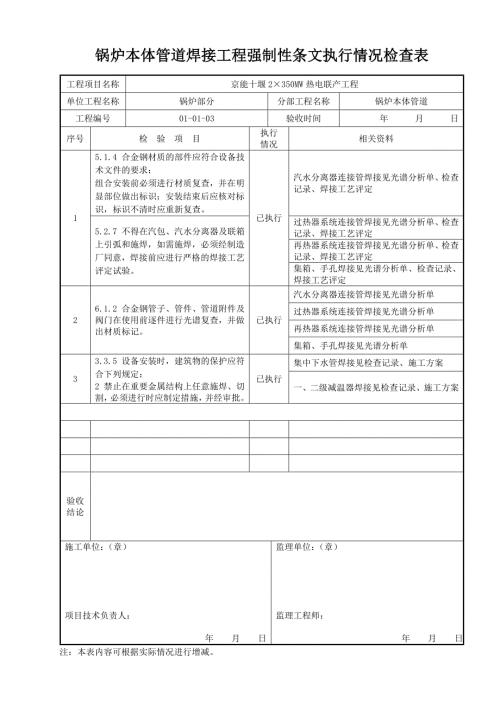
锅炉本体管道焊接工程强制性条文执行情况检查表
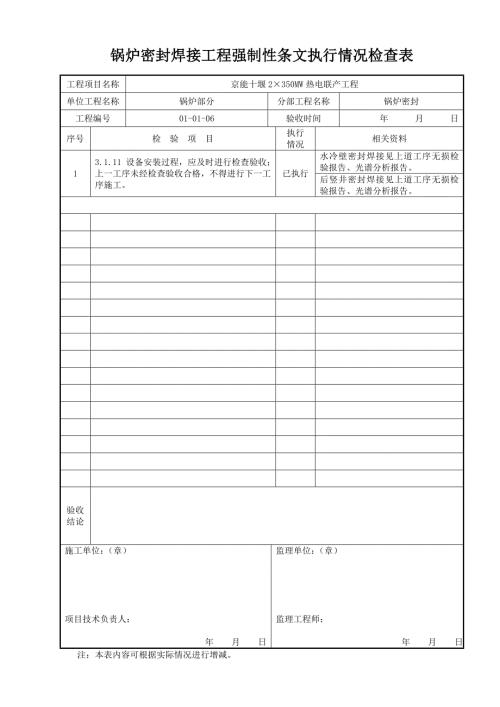
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
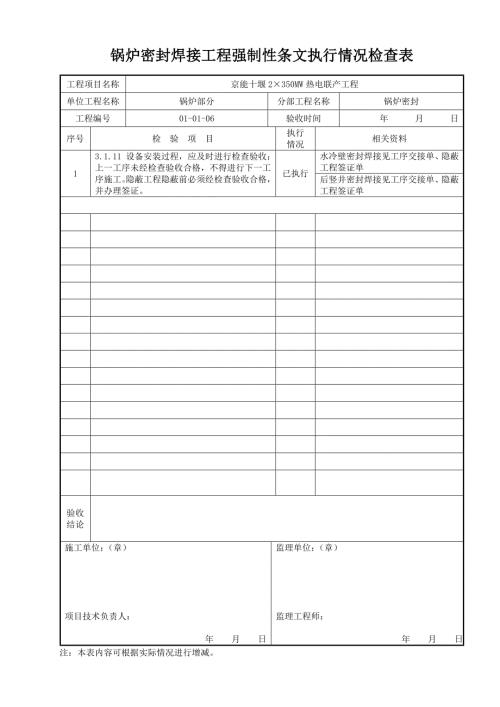
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 国标热轧H型钢表
国标热轧H型钢表
2023-05-16 4页
标杆地产公司建筑工程施工工艺标准汇编(节点丰富 154页)
2022-03-07 156页
【建材行业计量技术规范项目建议书范例】 建材难燃设备校准规范-项目建议书
2020-02-21 2页
【建材行业计量技术规范项目建议书范例】 密封材料压缩回弹试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 混凝土抗渗仪校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 制动器衬片剪切强度试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 智能坐便器能效水效测试装置校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 水嘴水效测试系统校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 泥浆粘度计校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 平板法导热系数测试仪校准规范- 项目建议书
2020-02-21 3页