
中间产品成品化检验规程
6页
1、 欢迎阅读本文档,希望本文档能对您有所帮助!中间产品成品化检验规程编 制:校 对:审 核:批 准:重庆川东船舶重工质量保证部中间产品成品化检验规程1 推行中间产品成品化的目的不断深化生产设计,大力推进精度造船,有效缩短船台、码头的建造和舾装周期;以中间产品为导向,数据管理为基础,推行中间产品成品化,实行壳、舾、涂一体化,缩短造船周期,降低造船成本,大力提高生产效率、造船效益和国际市场的竟争力。2 提高交验的覆盖率和检验的准确率,以数据管理为基础,推行中间产品成品化,若产品未经检验转入下道工序,按公司相关质量管理文件的规定,予以处罚,若转入下道工序产品为不合格,将予以加倍处罚。3 内场下料及检验3.1 钢材在进入生产线前应进行表面质量检查,核对材料的规格、牌号,以及材料入厂检验编号。板、型材在投料前应当进行矫平、矫直,并满足工艺技术文件及相关标准的要求。3.2 对主要的构件应做好其材质、材料入厂检验编号和厚度的记录,并做好相关标识,确保具有可追朔性。3.3 检查划线尺寸(长度、宽度、对角线及曲线外形偏差)、角度偏差,加工符号、代号及工艺符号的标注。3.4 切割(气割、剪切)及加工后,检查
2、/抽查其切割精度和形状尺寸。3.5 切割(气割、剪切)及加工后,主要检验部位及尺寸:3.5.1切割后检验:1)气割表面粗糙度及气割缺陷(缺口);2)气割尺寸偏差:a)板边缘直线度;b)坡口面尺寸偏差;c)构件尺寸偏差。3.5.2剪切后检验:1)构件长度、宽度尺寸偏差;2)面板宽度及肋板高度尺寸偏差;3)边缘直线度及曲线边缘偏差。3.5.3刨铣边后检验:1)边缘直线度偏差;2)坡口面角度偏差。3.5.4折边后检验:1)折边宽度偏差;2)折边腹板高度(主要件/次要件)偏差;3)折边角度偏差;4)折边方向及腹板方向直线度偏差。3.5.5槽形板及波形板加工检验:1)槽形板槽的宽度、高度偏差,以及槽的直线度偏差;2)波形板的波高及波形间距偏差。3.5.6型材、桁材弯曲加工后检验:1)型材局部弯曲偏差;2)型材角度变形偏差;3)桁材弯曲偏差;4)桁材面板倾斜度及面板角变形偏差。3.5.7外板弯曲加工后检验:1)单曲度板:a)曲面与样板空隙;b)三角样板检验线的直线度;2)单曲度板:a)肋位方向与样箱的空隙;b)长度方向与样箱的空隙。3.6 对构件自由边打磨,一般部位倒圆角半径R为1.01.5,特涂
《中间产品成品化检验规程》由会员pu****.1分享,可在线阅读,更多相关《中间产品成品化检验规程》请在金锄头文库上搜索。
一年级音乐教学计划参考模板(3篇).doc
北京上海厂房出租合同书范本.doc
人事行政部工作职责
后进生转化案例
(完整版)施工现场安全生产文明施工管理规定
银行会计教案(共105页)
2014年如皋市初中思品模考答案及评分标准4(1)
板桥河冬季施工方案
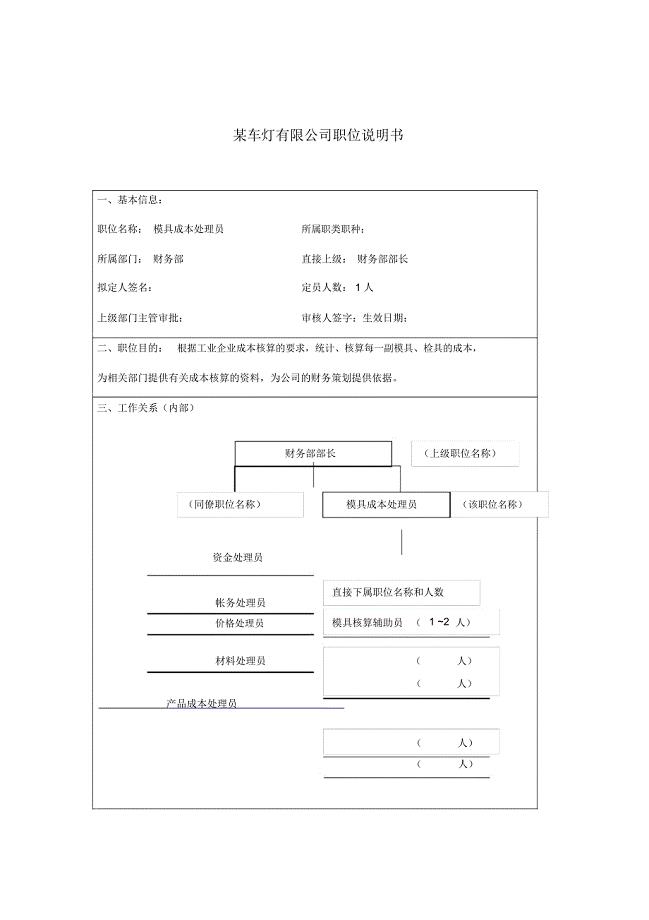
财务部模具成本处理员岗位职责
危险化学品从业单位安全标准化考核申请表
发电厂系统补、排油操作及注意事项
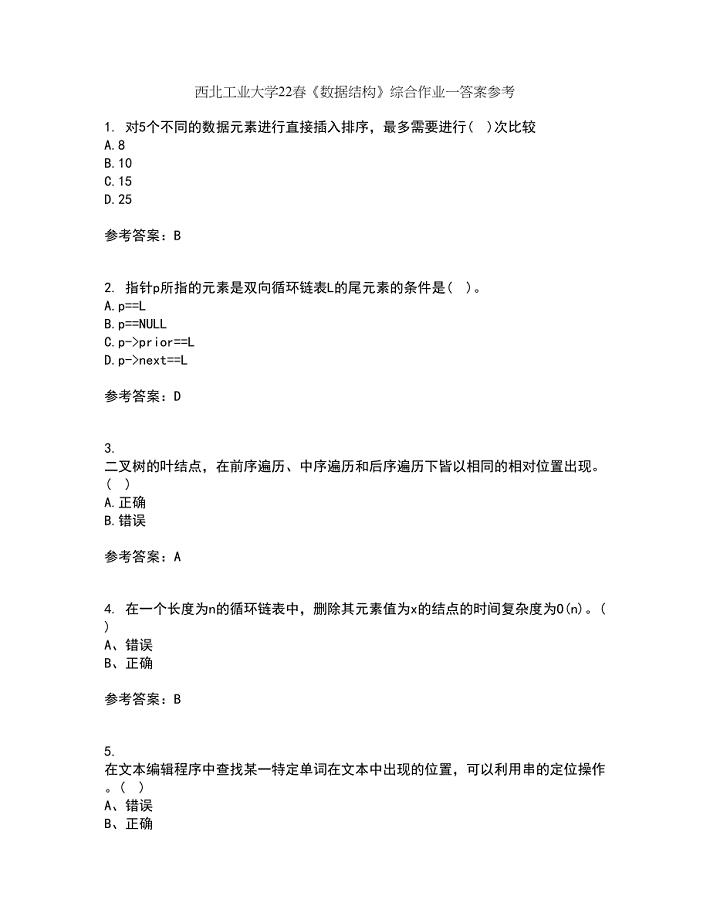
西北工业大学22春《数据结构》综合作业一答案参考100
大班语言游戏教案《有趣的人形符号》.doc
中考百日誓师大会主持词3篇
信息系统审计与信息系统监理比较分析2

2022年高二下Unit 21《Human Biology》word教案1
完整版技术标

《装满昆虫的衣袋》教学实录4

全国通用版高考化学大一轮复习第27讲化学反应速率课时达标
2023年服装营业员工作总结范文(4篇).doc
 清远PCB研发项目实施方案
清远PCB研发项目实施方案
2022-09-23 221页
南宁卤制食品销售项目投资计划书
2023-06-19 130页
生产采购通用采购条款与细则
2023-05-02 20页
临汾模式动物技术服务项目商业计划书【模板范本】
2024-03-18 191页
个人自查报告创作10篇
2024-01-22 19页
荆门洗碗机设计项目招商引资方案(范文参考)
2023-01-21 159页
及当归芍药颗粒项目资金申请报告写作模板+定制代写
2024-02-17 88页
供货合同模板汇编8篇
2023-02-01 23页
简单员工管理制度(4篇)
2023-07-23 11页
钢泵项目资金申请报告写作模板
2023-06-15 87页