
钣金工艺流程表
5页
1、钣金工艺流程表料号工艺流程使用设备品质重点下料数冲NC跟据程式 X1 下料 , 紫铜 T=2.5拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a1折弯折床保证尺寸 244.7( 0.3) 和 42.5( 0.1)表处电镀槽 , 烤漆线电镀锡 J24 后烤漆 G11,烤漆保护区如图所示压铆冲床,专用压铆模注意压铆方向及扭力矩的大小下料数冲NC跟据程式 X3 下料 , 紫铜 T=2.5拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a2折弯折床保证尺寸 241.7( 0.3) 和 45( 0.1)焊接氩弧焊机与某件点焊 , 注意料件的保护表处电镀槽 , 烤漆线电镀锡 J24 后烤漆 G06,烤漆保护区如图所示压铆冲床,专用压铆模注意压铆方向及扭力矩的大小下料数冲NC跟据程式 X4 下料 , 紫铜 T=2.5拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a3折弯折床保证尺寸 58.4( 0.2) 和 61.2( 0.2)电镀电镀槽电镀锡 J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小下料数冲NC跟据程式 X5 下料 , 紫铜 T=2.5拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污
2、染a4折弯折床保证尺寸 67.9( 0.2) 和 61.2( 0.2)电镀电镀槽电镀锡 J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小下料数冲NC跟据程式 X6 下料 , 紫铜 T=2.5拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a5折弯折床保证尺寸 77.3( 0.2) 和 61.2( 0.2)电镀电镀槽电镀锡 J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小下料数冲NC跟据程式 X7 下料 , 紫铜 T=0.8拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a6冲凸包冲床,专用模具保证零件表面平整无压痕折弯折床保证尺寸 131.8( 0.2)电镀电镀槽电镀锡 J24下料数冲NC跟据程式 X8 下料 , 黄铜 T=0.8拉丝拉丝机拉丝纹路一致 , 无划碰烧伤及腐蚀污染a7折弯折床保证尺寸 23( 0.2)焊接氩弧焊机与 FEED_BUS点焊 , 注意料件的保护表处电镀槽 , 烤漆线电镀锡 J24 后烤漆 G06,烤漆保护区如图所示钣金基础介绍(一), 钣金业的发展非常迅速, 所以应该了解一下钣金加工的基本常识.一 . 材料的选定. 钣金加工一般用到的材料: 有冷轧板(
3、SPCC)、镀锌板(SECC)、铜板、铝板、不锈钢板、铝材等 . 其作用各不相同. 至于如何选用, 一般需从其用途及成本上来考虑.1. 冷轧板 . 简称SPCC,用于表面处理是电镀五彩锌或烤漆件使用.2. 镀锌板 . 简称 SECC,用于表面处理是烤漆件使用 . 在无特别要求下 , 一般选用 SPCC,可减少成本 .3. 铜板 . 一般用于镀镍或镀铬件使用 , 有时不作处理 . 跟据客户要求而定 .4. 铝板 . 一般用于表面处理是铬酸盐或氧化件使用.5. 不锈钢板 . 分镜面不锈钢和雾面不锈钢 , 它不需要做任何处理 .6. 铝型材 . 一般用于表面处理是铬酸盐或氧化件使用. 主要起支撑或连接作用 , 大量用于各种插箱中 .二钣金加工的工艺流程. 对于任何一个钣金件来说, 它都有一定的加工过程, 也就是所谓的工艺流程. 随着钣金件结构的差异 , 工艺流程可能各不相同, 但总的不超过以下几点.1. 设计并绘出其钣金件的零件图, 又叫三视图 . 其作用是用图纸方式将其钣金件的结构表达出来.2. 绘制展开图 . 也就是将一结构复杂的零件展开成一个平板件.3. 下料 . 下料的方式有很多种
《钣金工艺流程表》由会员人***分享,可在线阅读,更多相关《钣金工艺流程表》请在金锄头文库上搜索。

2023-2024学年度中小学卫生保健工作计划标准模板(3篇).doc
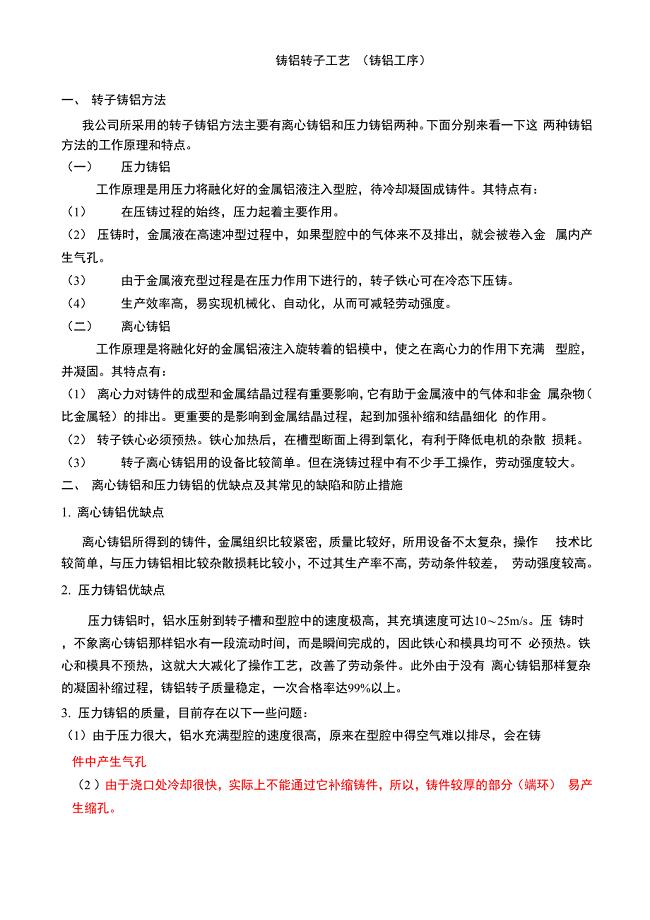
铸铝转子工艺
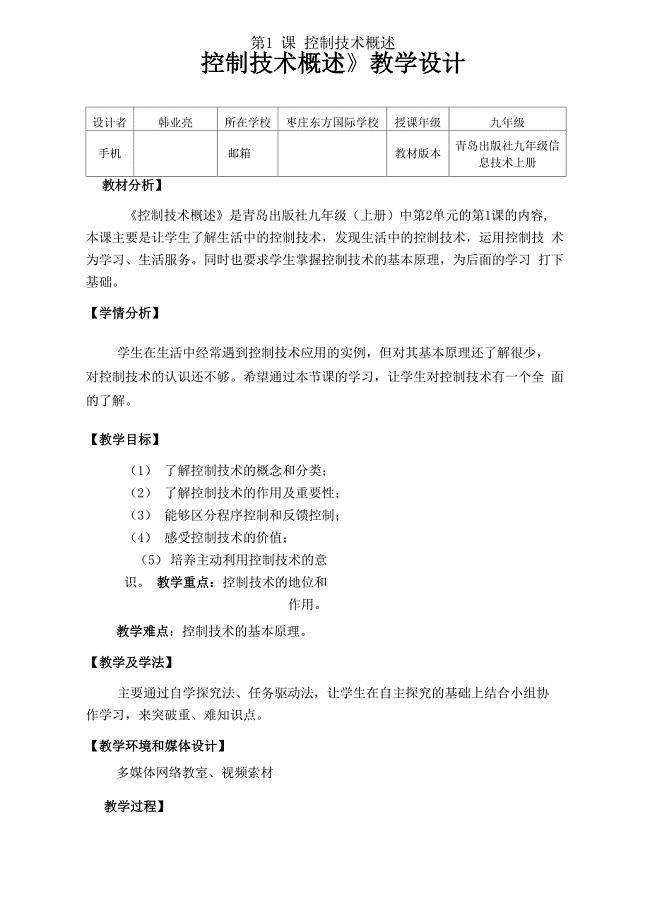
第1课 控制技术概述
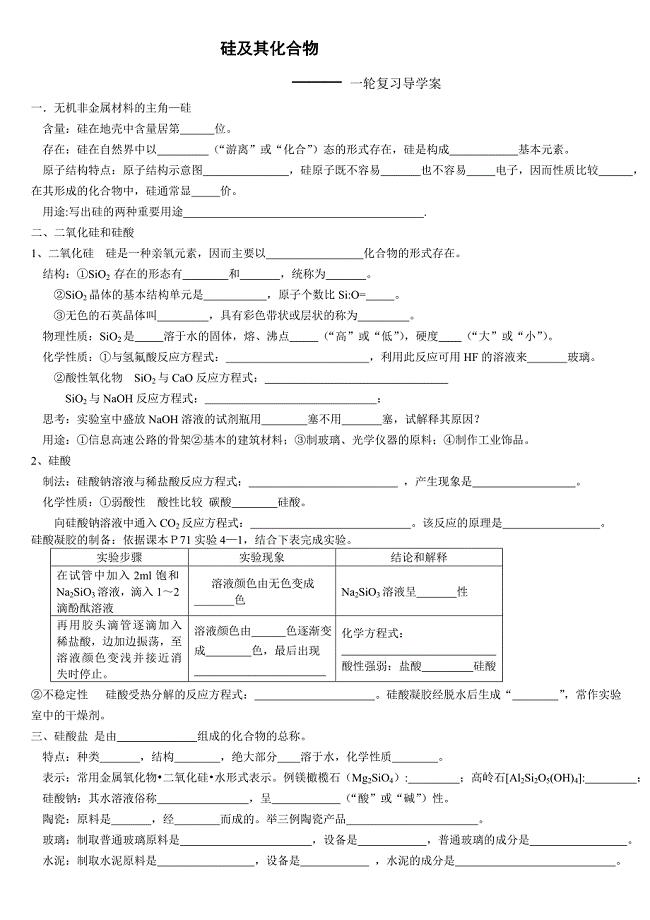
硅 一轮复习导学案
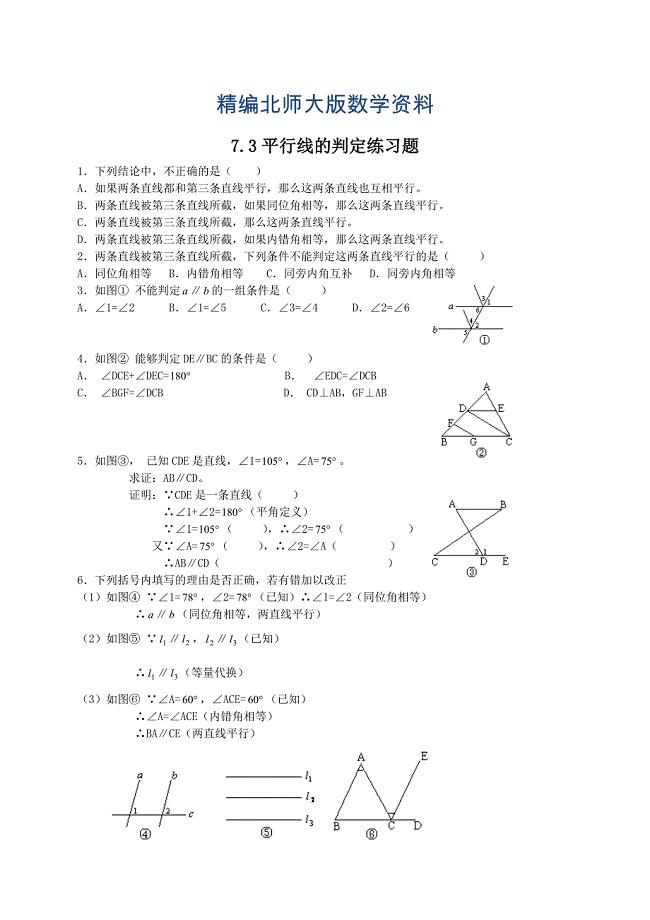
精编北师大版八年级下册7.3平行线的判定练习题
交通事故赔偿协议书模板(7篇)
有房产男方离婚协议样本(优质2篇)
新教材 湖南省衡阳县高三12月联考地理试卷Word版含答案
拓印树叶真有趣
钢泵项目资金申请报告写作模板
五四青年节演讲:感恩
襄阳电子元器件销售项目可行性研究报告(范文参考)
单位安全保卫防盗窃工作应急预案范本(三篇).doc
新(精选施工方案大全)某排水工程施工组织设计方案
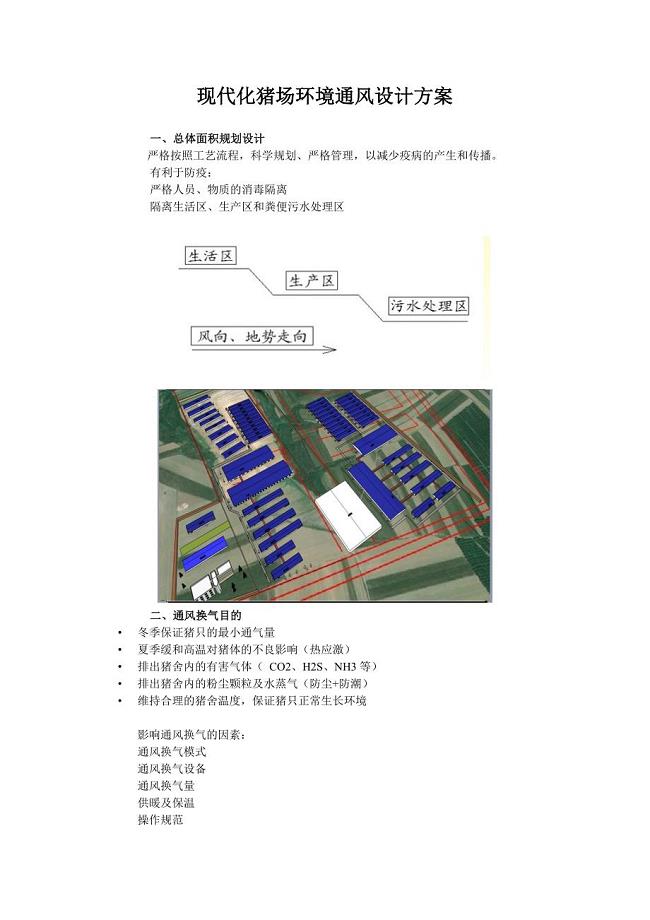
现代化猪场环境通风设计方案.doc
股票软件开发

油墨研究毕业论文终稿
实用的毕业生自我鉴定模板锦集七篇
珠宝营业员年终总结参考范文(2篇).doc

罗平县关于成立烟草公司可行性分析报告【模板范本】
 公司客服新员工工作计划
公司客服新员工工作计划
2023-11-22 10页
冲床安全操作规程范本2
2023-04-14 1页
培训机构教质岗位设置与规范
2023-07-26 52页
硬币收藏价格表
2023-08-09 3页
班主任年终教育教学总结模板
2023-08-28 17页
基坑施工应急预案范例
2023-05-10 8页
2022年企业年会发言稿范文
2022-09-08 3页
谦让是一种美德演讲稿
2024-02-26 10页
电信行业工作计划范文
2023-03-21 60页
体育艺术节安全预案与余热电厂锅炉专业事故应急预案汇编
2023-03-01 22页