
综合题答案机械制造技术
11页
1、综合题参考答案1用转动小拖板的方法加工如图所示锥面,试切削后用万能角度尺测量该零件,读数如图所示,问:1)现在该零件的锥角为几度?)小拖板还应顺时针还是逆时针转?3)转多少角度? 图1 图2解:1)现在该零件的锥角为50。 )小拖板应顺时针转. )转,。2.图3所示为车削外圆的加工示意图,已知工件转速=320/mn,6mmi请完成下列问题:) 加工时的切削速度和进给量为多少?2) 在图上标注出加工过程中形成的三个表面.图)在图上标注出外圆车刀的前角0、后角0、主偏角Kr、副偏角r和刃倾角s五个角度。解:=m/min3. 图是车削工件端面的示意图,图上标注的主运动是 1 ,进给运动是_10_,刀具前角是 ,主偏角是_8_,加工(过渡)表面是 。(请填写序号) 图4。请在下列端面车刀示意图(图5)中分别标出三个辅助平面P、o、Ps和五个角度 0、 、r、r、s 。 图55. 切断车刀如图所示,请在图中指出主切削刃、副切削刃的位置, 并分别标出三个辅助平面P、 Po、Ps和四个主要角度 0、 0 、r 、r。 图66。 在车床上将两根直径为60 mm的毛坯粗车至直径5m,加工长度为 00 m
2、,切入长度 mm、切出长度 5 mm,采用的机床转速均为 = 00 /min,进给量则分别采用: f 0。2mmr ,f =0。4 m/r,试求切削速度v和加工各轴所需的基本工艺时间tm、tm2;并比较两者的生产效率和加工后的表面质量。(计算结果保留一位小数) 解: 切削速度 基本工艺时间 采用f=0.2生产效率较低但表面质量好(粗糙度小);采用f=.4生产效率虽然提高了,但加工表面质量降低了(粗糙度大)。7. 用一个1齿、直径为100 mm的端铣刀铣削一个60 mm宽、40 m长的平面,采用对称铣削,铣刀转速为2 /mn,进给量为0.m/,两端超越行程各为3m,试求切削速度vc和基本工艺时间tm。解:切削速度 切削长度 基本工艺时间 8. 请为下表中所列零件选择合适的外圆磨削方法。 序号零件外圆磨削方法 光轴,直径20,长10,批量10件,Ra0.2um。纵磨法2光轴,直径50,长0,批量1万件, a=1.2um。横磨法3空心轴,外径50,长00,批量1万件,Ra12u。无心外圆磨床磨外圆光轴,直径0,长20,批量万件, Ra=0.8um。深磨法。分析图7所示的传动系统,完成下列问题
《综合题答案机械制造技术》由会员re****.1分享,可在线阅读,更多相关《综合题答案机械制造技术》请在金锄头文库上搜索。
2023中秋节活动总结汇报写作(4篇).doc

运营流程规划
2023年终领班工作总结(二篇).doc
商洛污泥处理技术应用项目申请报告【参考模板】
灯具代理销售热门合同范本
军训体会的作文
2023年煤矿火灾事故专项应急预案

个人述职汇编六篇2
安全防范系统资料
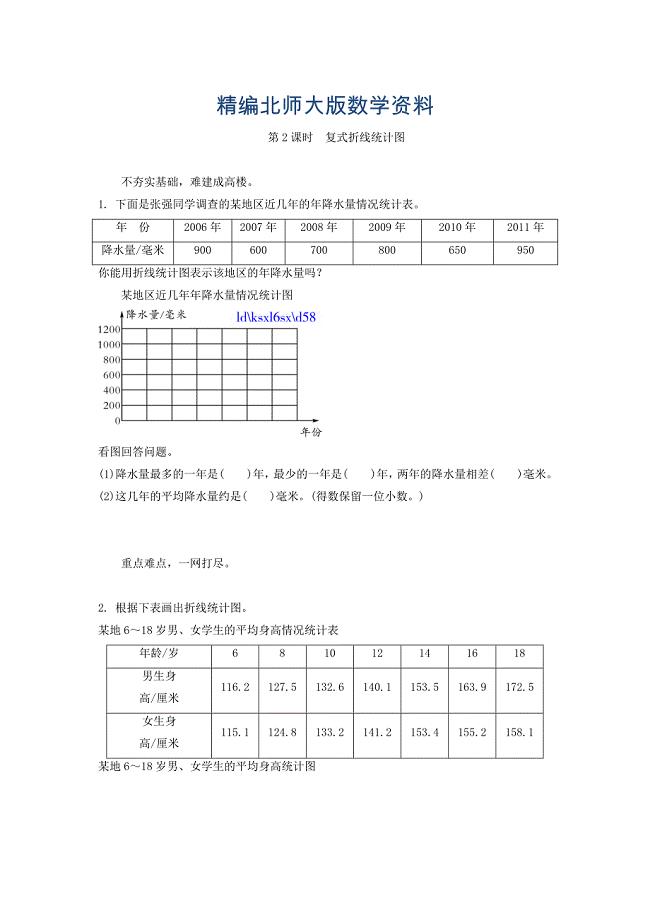
精编北师大六年级上册5.2复式折线统计图练习题及答案
转化学困生之我见
车床、铣床安全操作管理规定
不锈钢管道施工方案要点
企业颁奖典礼领导发言稿范文颁奖典礼发言稿
2023离婚协议样本(三篇)
人教版五年级下册语文第三单元测试卷
询价招标文件
宁夏影像处理软件应用项目申请报告
卫星调谐器项目商业计划书写作模板-代写定制
玻璃有限责任公司扩大产能项目建议书
 东北财经大学21春《公共政策分析》在线作业二满分答案17
东北财经大学21春《公共政策分析》在线作业二满分答案17
2022-11-04 14页
东北大学22春《爆破工程》综合作业二答案参考55
2023-08-25 13页
重庆大学22春《建筑结构》抗震离线作业一及答案参考14
2024-03-07 13页
2023年仪器仪表题库
2023-02-04 20页
资金的时间价值
2023-08-31 34页
东财21春《证券投资学》离线作业一辅导答案80
2023-06-30 12页
南开大学21秋《电子商务法律法规》平时作业一参考答案12
2023-10-15 13页
拉赞策划vsdvfsd
2022-10-13 7页
家校沟通案例
2023-04-17 21页
2023年继续教育培训计划
2023-07-02 6页