
焊接基本原理
15页
1、焊接 : 被焊工件的材质(同种或异种),通过加热或加压或两者并用, 并且用或不用填充材料, 使工件的材质达到原子间的结合而形成永久性连接的工艺。比热流 :单位时间内通过单位面积传入焊件的热能。焊接温度场 :焊件上包括内部某瞬时的温度分布称为温度场。稳定温度场 :焊接温度场各点的温度不随时间而变动时,称为稳定温度场;随时间而变动时,称为 非稳定温度场 。准稳定温度场 :经过一段时间后达到饱和状态,形成暂时稳定的温度场。焊接线能量 :电弧在单位焊缝长度上所释放的能量。熔滴比表面积 :熔滴的表面积与其质量之比 .S A/ V3/ R短渣:随温度升高粘度急剧下降,随温度下降粘度急剧上升。(适用所有焊)长渣:随温度升高粘度下降缓慢的熔渣。联生结晶 :焊接过程中,焊缝区在冷却过程中以熔合线上局部半融化的晶粒为核心 内生长, 生长方向为散热最快方向, 最终长成柱状 向晶粒。晶粒前沿伸展到焊缝中心,呈柱状铸态组织,此种结晶方式为联生结晶。竞争生长 :晶粒长大具有一定结晶位向,当晶粒最大结晶位向与散热最快方向一致,最有利于晶粒长大,晶粒优先得到生长,当这两个方向不一致时,晶粒长大停止。短段多层焊: 多层
2、焊时每道焊缝长度在50 至 400mm, 在这种情况下,前层焊缝冷却到较低温度才开始焊接下一道焊缝。长段多层焊 :多层焊时每道焊缝长度在1m 以上,在这种情况下,前层焊缝冷却到较低温度才开始焊接下一道焊缝。焊接热循环: 焊接过程中热源沿焊件移动时,焊件上某点温度由低而高,达到最高值后,又由高而低随时间的变化称为焊接热循环。碳当量 :把钢中合金元素按其对淬硬的影响程度折合成碳的相当含量。焊接热影响区 :在焊接热循环作用下,焊缝两侧处于固态的母材发生明显的组织和性能变化的区域,称为焊接热影响区。焊接拘束度: R 单位长度焊缝,在根部间隙产生单位长度的弹性位移所需要的力。焊接拘束应力 :热应力、组织应力、结构自身拘束条件所造成的应力,三种应力的综合作用统称为拘束应力。焊接的优点 :成形方便、生产成本低、适应性强1、节省材料,减轻结构重量,经济效益好;2、生产周期短、效率高;3、结构强度高,接头密封性好;4、易实现机械化和自动化。1、CO2气体保护焊接低合金钢应采用何种焊丝?为什么?答:CO2保护可防N,但不能去O。根据硅镒联合脱氧原则应采用 Si,Mn 高的焊丝或药芯焊丝,以利于脱氧。2、焊
3、接化学冶金过程的特点是什么?答: 1、焊条熔化及熔池形成;(焊条的加热及熔化、熔池的形成)2 、焊接过程中对金属的保护;(保护的必要性、保护的方式和效果)3 、焊接化学冶金反应区及其反应条件;(药皮、熔滴和熔池反应区)4 、焊接工艺条件与化学冶金反应的关系;(熔合比与熔滴过渡特性的影响)5 、焊接化学冶金系统及其不平衡性;3、低氢型焊条为什么对于铁锈、油污、水份很敏感?答:低氢焊条的特点是焊缝金属含氢量极低,焊缝的塑性、韧性较高, 适用于各种重要焊接结构和大多数低合金钢。 由于这类焊条的熔渣不具有氧化性,一旦有氢侵入熔池将很难脱出。4、焊接时为什么要进行保护,常用措施有哪些?答:无保护的危害:1) 、焊接工艺性能变差、2、焊缝成分显著变化(有益合金元素减少、有害杂质增加)3、焊缝力学性能降低、措施:1)、气体保护(惰性气体、CO2混合气体)2) 、熔渣保护(埋弧焊、电渣焊、不含造气成分的焊条和药芯焊丝焊接)3) 、渣气联合保护4) 、真空保护5) 、自保护5、熔池的形状和尺寸和焊接工艺参数的关系?答:6、熔渣的作用1) 、机械保护作用;2) 、改善焊接工艺性能作用;3) 、冶金处理作用
4、7、选择脱氧剂的原则1) 、 脱氧剂在焊接温度下对氧的亲和力应比被焊金属对氧的亲和力大;2) 、 脱氧的产物应不溶于液态金属, 其密度也应小于液态金属密度;3) 、 必须考虑脱氧剂对焊缝成分、 性能以及焊接工艺性能的影响8、焊接时金属氧化的途径有哪些?焊条电弧焊时熔滴过渡特性焊接区气体的来源?答:金属氧化途径:1 、自由氧对金属的氧化、2、CO两金属的氧化、3 、水蒸气对金属的氧化、4、混合气体对金属的氧化焊接区气体的来源:1 、焊接材料、2、热源周围空气、3、焊条和焊件表面存在铁锈、油漆和吸附水等4 、母材和填充金属自身因冶炼而残留的气体9、为什么不锈钢焊条的长度较短?答:不锈钢电阻较大,焊接过程中产生的电阻热较高,导致焊条药皮发红乃至脱落,焊接区得不到保护,导致焊接工艺性能、冶金性能和机械性能变差。10、为什么酸性焊条用Mn脱氧而碱性焊条用Si、Mn Ti联合脱氧?答:酸性焊条含SiO2多,与MnO兆成复合氧化物降低氧含量, 使渣中MnO治量降低,浓度降低,从而使熔敷金属中的氧化物向渣 中过度,达到脱氧目的。在碱性渣中MnO勺活度系数较大,不利于 Mn脱氧,而碱性渣中 Si的脱氧效
《焊接基本原理》由会员夏**分享,可在线阅读,更多相关《焊接基本原理》请在金锄头文库上搜索。
四年级语文上册知识点归纳(DOC 13页)
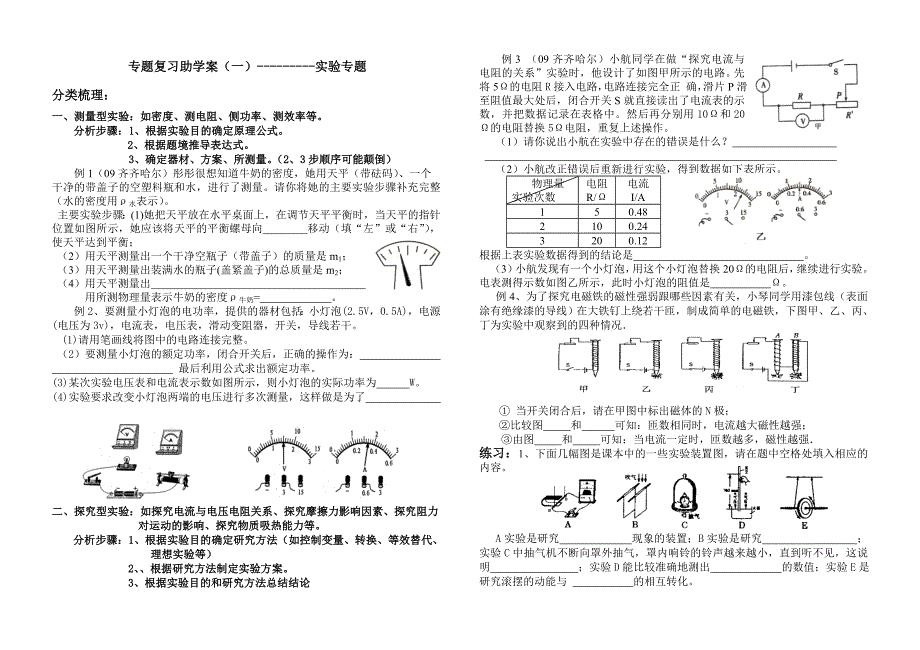
实验专题复习(一)助学案
关于读书中小学生优秀一等奖满分话题作文300字集合9篇
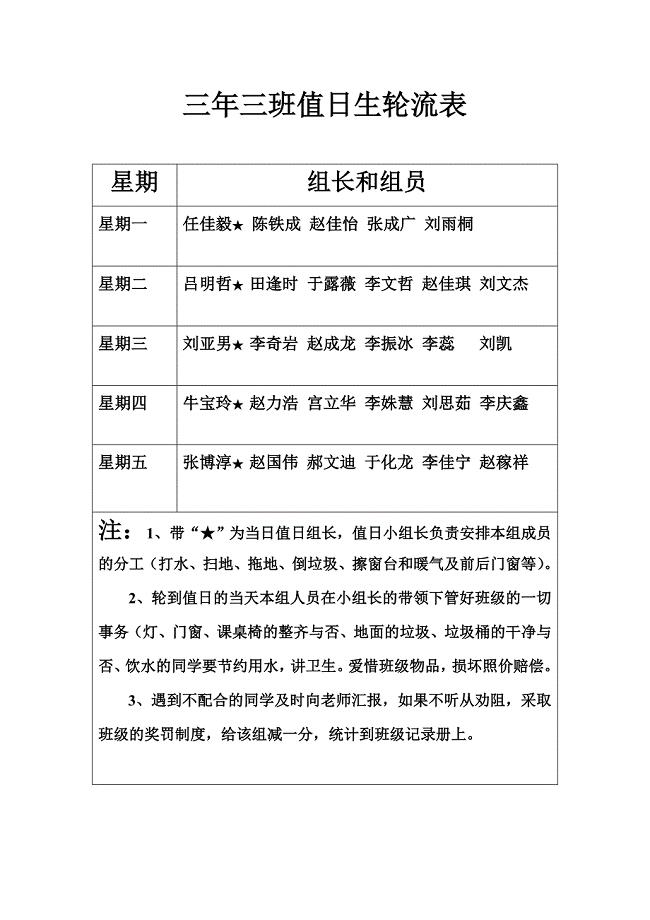
三年三班值日生轮流表
出纳会计岗位职责模板(3篇)
码头工程施工总结文本
个人商铺租赁协议标准模板(9篇)
中学生自我评价15篇
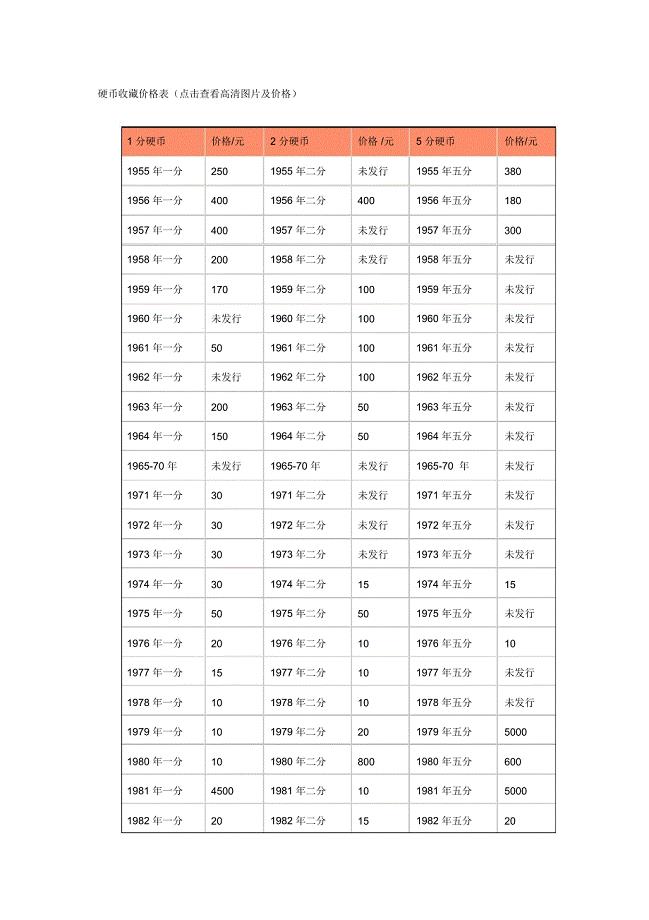
硬币收藏价格表

2022年施工员-土建方向-岗位技能(施工员)资格考试模拟试题带答案参考48
2022年小班音乐找小猫教案
2022年高中政治 第二单元 第六课 第一框 储蓄存款和商业银行创新演练大冲关 新人教版必修1
六年级上册数学四则运算练习题
2022年程序员个人工作计划
机械员二(机械员通用与基础知识-)复习题汇总
word中怎么添加页码的两种方法
端午节演讲稿范文6篇(演讲稿关于端午节)
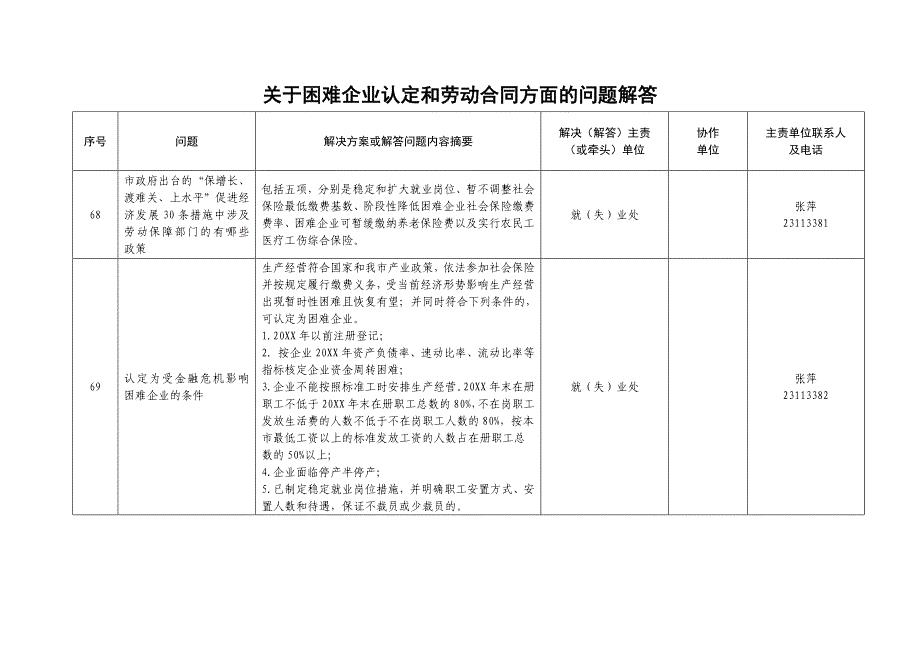
关于困难企业认定和劳动合同方面的问题解答
劳动保护用品管理制度模板(二篇).doc
2021祖国在我心中演讲稿500字
 某街道健康促进场所目标人群快速测评方案和问卷
某街道健康促进场所目标人群快速测评方案和问卷
2024-02-02 2页
悬挑脚手架悬挑梁锚固不足施工方案
2022-11-17 27页
自动包装箱开箱成型系统的设计(机械CAD图纸)
2024-01-23 35页
数据录入及维护服务合同
2023-08-18 15页
小学新课改论文
2022-09-22 3页
践行君羊众路线问政问策问计调研报告
2024-01-28 11页
中南大学五年制病理学期终测试题
2023-08-24 4页
小学一年级体育上册单双脚跳的教案
2023-01-06 4页
市场啤酒游戏(完全操作版)gcgt
2023-04-21 16页
汽车抵押借条范本及注意事项
2022-08-21 22页