
毕业设计(论文)-端罩落料、拉深、冲孔、切边复合模设计
32页
1、端罩冲压成形工艺与模具设计目录1 绪论11.1 冲压模具市场情况11.2 冲压模具水平状况11.2.1 模具设计与制造能力状况11.2.2 专业化程度及分布状况21.3 冲压模具的发展重点与展望21.3.1 冲压模具产品发展重点21.3.2 冲压模具技术发展重点32 成形制品的工艺性分析42.1冲裁件的结构工艺性42.2模具结构选择42.3确定工艺方案53 加工工艺的设计73.1拉深工艺的设计73.1.1外形毛坯尺寸的确定73.1.2拉深模工作部分参数73.1.3工作部分尺寸的确定93.1.4 工艺力的计算103.2 冲压工艺设计123.2.1模具间隙的设计123.2.2凸凹模刃口尺寸计算133.2.3排样的设计154 模具结构的设计174.1落料,拉深工序的结构设计174.2冲孔、切边工序的结构设计174.3模具工作过程195 模具主要零件的结构205.1落料凹模205.2拉深凸模205.3凸凹模215.4弹性卸料板225.5冲孔凸模235.6垫板245.7其它零件256 零件的加工28结束语29致 谢30参考文献30全套图纸加扣3012250582 1 绪论1.1 冲压模具市场情况
2、 我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。一些低档次的简单冲模,已趋供过于求,市场竞争激烈。1.2 冲压模具水平状况 近年来,我国冲压模具水平已有很大提高。大型冲压模具已能生产单套重量达50多吨的模具。为中档轿车配套的覆盖件模具国内也能生产了。精度达到12m,寿命2亿次左右的多工位级进模国内已有多家企业能够生产。表面粗糙度达到Ra1.5m的精冲模,大尺寸(300mm)精冲模及中厚板精冲模国内也已达到相当高的水平。1.2.1 模具设计与制造能力状况 在国家产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。 虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。这些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。轿车覆盖件模
3、具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在轿车模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。 标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上,仍存在一定差距。 模具制造技术正在不断地提高和完善,高精度、高效益加工设备的使用越来越广泛。高性能的五轴高速铣床和三轴的高速铣床的应用已越来越多。NC、DNC技术的应用越来越成熟,可以进行倾角加工和超精加工。这些都提高了模具型面加工精度,提高了模具的质量,缩短了模具的制造周期。1.2.2 专业化程度及分布状况 我国模具行业专业化程度还比较低,模具自产自配比例过高。国外模具自产自配比例一般为30%,我国冲压模具自产自配比例为60%。这就对专业化产生了很多不利影响。现在,技术要求高、投入大的模具,其专业化程度较高,例
4、如覆盖件模具、多工位级进模和精冲模等。而一般冲模专业化程度就较低。由于自配比例高,所以冲压模具生产能力的分布基本上跟随冲压件生产能力的分布。但是专业化程度较高的汽车覆盖件模具和多工位、多功能精密冲模的专业生产企业的分布有不少并不跟随冲压件能力分布而分布,而往往取决于主要投资者的决策。例如四川有较大的汽车覆盖件模具的能力,江苏有较强的精密冲模的能力,而模具的用户大都不在本地。1.3 冲压模具的发展重点与展望 发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。1.3.1 冲压模具产品发展重点 冲压模具共有7小类,并有一些按其服务对象来称呼的一些种类。目前急需发展的是汽车覆盖件模具,多功能、多工位级进模和精冲模。这些模具现在产需矛盾大,发展前景好。 汽车覆盖件模具中发展重点是技术要求高的中高档轿车大中型覆盖件模具,尤其是外覆盖件模具。高强度板和不等厚板的冲压模具及大型多工位级进模、连续模今后将会有较快的发展。多功能、多工位级进模中发展重点是高精度、高效率和大型、高寿命的级进模。精冲模中发展重点是厚板精冲模大型精冲模,并不断提高其精度。1.3.2
《毕业设计(论文)-端罩落料、拉深、冲孔、切边复合模设计》由会员汽***分享,可在线阅读,更多相关《毕业设计(论文)-端罩落料、拉深、冲孔、切边复合模设计》请在金锄头文库上搜索。
出租车转让合同常用版(5篇)
2023租房合同格式版(8篇).doc
乒乓球兴趣小组活动计划
售房委托书合集5篇
【最新】高中全程训练计划历史仿真二 含解析
长春电子化学品技术服务项目可行性研究报告
路桥技术员年末工作总结
好看的儿童画
小学远程教育工作部署
数学上册期末复习计划---六年级组
外科护理学含皮肤护理
世界地理常识
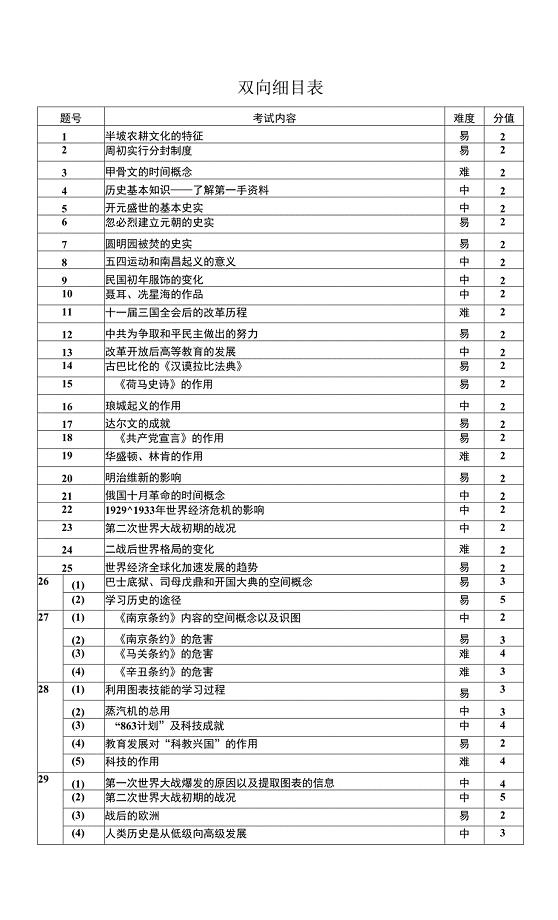
双向细目表.docx
2023年观看“双百”活动专场报告会的心得体会5篇
马铃薯保鲜存储库项目可行性研究报告写作模板-代写定制
2023年G锅炉作业《(G1)工业锅炉司炉》安全生产模拟考试题

学校教代会工作制度常用版(3篇).doc
2023年二级建造师历年试题及答案
北京小升初语文文学常识题2
教员师德师风自查报告
 展位、摊位项目可行性研究报告(word可编辑).docx
展位、摊位项目可行性研究报告(word可编辑).docx
2022-12-19 57页
毕业设计(论文)基于PLC的立体仓库的设计(全套图纸)
2024-01-29 26页
机械设计专业技术工作总结
2022-09-19 8页
上市公司会计信息质量相关问题研究
2022-12-12 18页
房地产广告营销风险及其对策研究
2023-06-29 33页
泥浆池施工方案
2022-10-27 5页
基于GIS的高速公路日常调度与指挥系统研究
2023-09-01 55页
国际投资中自然灾害的风险及其管理
2023-01-20 8页
基于嵌入式系统的LCD电子时钟设计
2024-02-07 32页
2019年巩固提升脱贫攻坚工作成果实施方案
2023-10-18 24页