
开口弯头支架加工工艺及铣38两端面夹具设计
23页
1、SHANDONG机械制造技术基础课程设计开口弯头支架加工工艺及夹具设计设计说明书课程名称: 机械制造技术基础课程设计 学 院: 机械工程学院 专业班级: 机制1506(中外) 学生姓名: 学 号: 指导教师: 序号:2019年1月目 录目 录II摘 要1前 言2一、零件分析31. 零件的作用32. 零件的工艺分析33. 确定生产类型4二、确定毛坯51. 确定毛坯种类52. 确定铸件加工余量及形状53. 绘制铸件零件图6三、工艺规程设计71. 确定定位基准72. 制定工艺路线83. 选择加工设备与工艺装备94. 表面加工余量95. 切削用量及切削时间的确定10四、夹具设计141. 问题的提出142. 夹具设计15结 论18致 谢19参考文献20II摘 要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。本次设计给定零件的加工工艺规程和专用夹具的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出
2、各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。全套图纸加扣 3346389411或3012250582前 言机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。因此,机械加工工艺规程在机械加工中起着重要的作用,主要包括以下的几个方面:(1) 工艺规程是指导生产的主要技术文件,机械加工车间生产的计划、调度,工人的操作,零件的加工质量检验,加工成本的核算,都是以工艺规程为依据的。处理生产中的问题,也常以工艺规程作为共同依据。如处理质量事故,应按工艺规程来确定各有关单位、人员的责任。 (2) 工艺规程是生产准备工作的主要依据 车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进行。(3) 工艺规
3、程是新建机械制造厂(车间)的基本技术文件 。新建(改.扩建)批量或大批量机械加工车间(工段)时,应根据工艺规程确定所需机床的种类和数量以及在车间的布置,再由此确定车间的面积大小、动力和吊装设备配置以及所需工人的工种、技术等级、数量等。 此外,先进的工艺规程还起着交流和推广先进制造技术的作用。典型工艺规程可以缩短工厂摸索和试制的过程。因此,工艺规程的制订是对于工厂的生产和发展起到非常重要的作用,是工厂的基本技术文件。本次零件工艺规程及夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。本次设计也要培养自己的自学与创新能力。因此本次设计综合性和实践性强、涉及知识面广。所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。1机械制造工艺课程设计说明书一、零件分析1. 零件的作用题目所给定的零件是开口弯头支架,对零件进行图纸绘制,如下图,零件的作用需要再查详细资料。
4、图1.1零件图2. 零件的工艺分析工艺分析的目的,一是审查零件的结构形状及尺寸精度、相互位置精度、表面粗糙度、材料及热处理等的技术要求是否合理,是否便于加工和装配;二是通过工艺分析,对零件的工艺要求有进一步的了解,以便制订出合理的工艺规程。 该零件为大量生产的小型零件,在生产时要注意零件的:1 便于装夹 零件的结构应便于加工时的定位和夹紧,装夹次数要少。2 便于加工 零件的结构应尽量采用标准化数值,以便使用标准化刀具和量具。同时还注意退刀和进刀,易于保证加工精度要求,减少加工面积及难加工表面等。开口弯头支架零件的工艺规程有以下重要加工面的分别为:1:22的左右端面。2:20的左右端面。3:22的孔,5mm宽键槽。4:10、13的孔。5:宽度7mm的槽以上的加工面为与其他零件安装面,尺寸及粗糙度务必保证符合图纸装配要求。3. 确定生产类型根据产品零件的大小和生产类型,机械制造生产一般可分为以下三种不同的生产类型:1、单件生产:只生产一件、两件的产品,如模具生产。2、批量生产:生产一批同样规格的产品。3、大量生产:一年到头一直生产同样规格、同样尺寸的单一产品。由题目给定的零件的特殊性,根据
《开口弯头支架加工工艺及铣38两端面夹具设计》由会员re****.1分享,可在线阅读,更多相关《开口弯头支架加工工艺及铣38两端面夹具设计》请在金锄头文库上搜索。
关于珍惜时间的诗句
农艺工初中高参考题
【数学】苏教版数学二年级下册第八单元数据的收集和整理(一)单元检测(含答案)
新版的房屋委托合同范本

IT服务管理项目_事件管理流程设计手册708622910
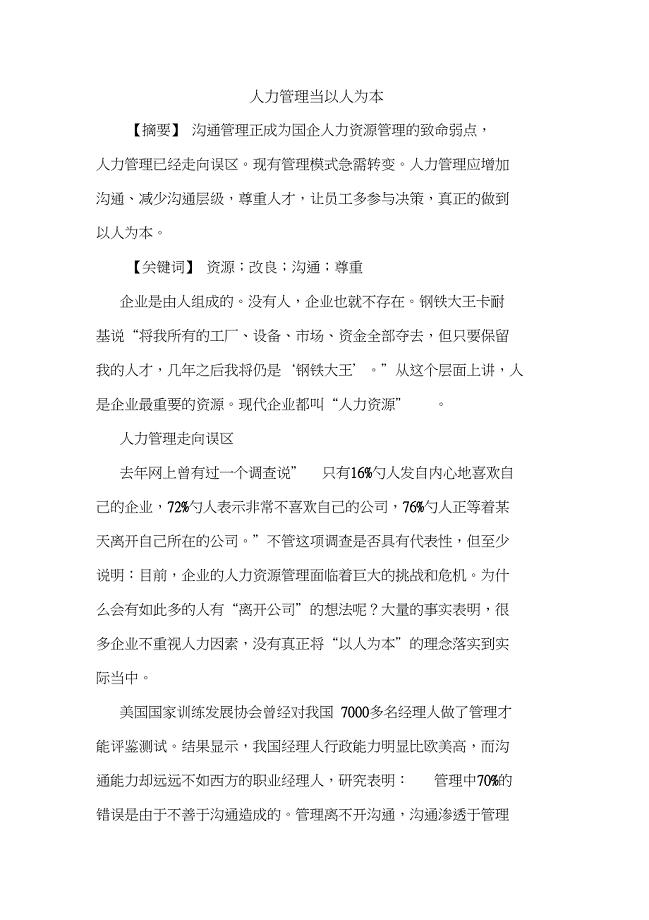
人力管理当以人为本
安全文化手册第七部分:危险源防范及检查安全管理制度

2023网页设计师年终总结样本(3篇).doc
超高压食品灭菌技术
著名反中医人士有谁
2022年07月宁波市鄞州区五乡镇卫生院公开招聘3名编外人员笔试参考题库含答案解析
管道施工组织设计及对策
模板支架承载力复核计算要点
2022年小学换届选举方案范文

呼市远泽教育报名统计表(初三英语)
大沙沟全员教学竞赛总结
建设年产3000万件塑料制品项目建议书写作模板立项备案审批
岩溶路基工艺示范段
化学九年级上学期第二章 物质构成的奥秘2-2 元素-中考前训
班级平安夜活动策划书.doc
 家庭居室装饰工程设计合同
家庭居室装饰工程设计合同
2023-08-07 8页
于BS模式的学生选课系统的设计与实现
2022-09-01 50页
浅析《放牛班的春天》中的艺术特色
2023-06-12 8页
2019年高级硬装设计师工作总结精选(二篇)
2023-09-18 6页
大学生实习简历
2023-02-14 5页
毕业论文-汽车点火系统常见故障诊断与维修
2022-08-18 14页
开题报告 危机事件中媒体应对策略分析研究公共管理专业
2023-03-08 6页
软件配置管理规范实施细则.doc
2022-10-07 45页
平安保险财务报表分析开题报告
2023-08-04 5页
公共政策分析
2022-10-16 4页