
机械制造技术课程设计-输出轴加工工艺及钻10-φ20孔夹具设计
43页
1、目 录前言.21.零件的工艺分析及生产类型的确定.21.1技术要求分析.21.2零件的工艺分析.22.选择毛坯,确定毛坯尺寸,设计毛坯图.32.1选择毛坯.32.2毛坯尺寸的确定.33.选择加工方法,制定加工工艺路线.43.1定位基准的选择.43.2零件表面加工方法的选择.43.3制定艺路线.54.工序设计.64.1选择加工设备与工艺装备.64.2选择机床 根据工序选择机床.64.3选用夹具.74.4选用刀具.74.5选择量具.74.6确定工序尺寸.85.确定切削用量及基本工时.105.1切削用量 .105.2基本时间.146.夹具设计.156.1定位方案.156.2定位误差分析计算.176.3切削力和夹紧力的计算.177. 结论.18参考文献.19 输出轴加工工艺及夹具设计摘要:机械制造业的发展对世界经济起着非常重要的作用,而机械加工工艺的编制是机械制造技术的重要组成部分和关键工作。本文论述的是输出轴的加工工艺和夹具设计,着重于几个重要表面的加工,具有一定的尺寸、形状、位置要求,还有一些强度、表面粗糙度要求等,然而这些都会在文中得以体现。关键词:制造,输出轴,加工工艺,夹具。 全套图
2、纸加扣 3346389411或3012250582 前 言 机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业之后进行的。这是我们进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际训练。因此,它在我们的大学学习生活中占有十分重要的地位。就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。我也相信通过课程设计能将零碎的知识点都联系起来,系统而全面的做好设计。本次课程设计是机械制造工艺学这门课程的一个阶段总结,是对课堂中学习的基本理论和在生产实习中学到的实践知识的一个实际应用过程。由于知识和经验所限,设计会有许多不足之处,所以恳请老师给予指导。1.零件的工艺分析及生产类型的确定1.1技术要求分析题目所给定的零件车床输出轴,其主要作用,一是传递转矩,使车床主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。零件的材料为45钢,是最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。综合技术要求等文件,选用铸件
3、。1.2零件的工艺分析 从材料上分析,零件的材料为45钢,是最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。其价格较便宜,经过调质或正火后可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,局部淬火后再回火,表面硬度可达52HRC-45HRC。从零件图上看,该零件是典型的零件,结构比较简单,其主要加工的面有55、60、65、75、176的外圆柱面,50、80、104的内圆柱表面,10个20的通孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、80内圆柱表面为Ra3.2um,大端端面为Ra3.2um,其余为Ra12.5um,要求不高;位置要求较严格,表现在55的左端面、80内孔圆柱面对75、60外圆轴线的跳动量为0.04mm, 20孔的轴线对80内孔轴线的位置度为0.05mm,键槽对55外圆轴线的对称度为.0.08mm;热处理方面需要调质处理,到200HBW,保持均匀。 通过分析该零件,其布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小
《机械制造技术课程设计-输出轴加工工艺及钻10-φ20孔夹具设计》由会员大米分享,可在线阅读,更多相关《机械制造技术课程设计-输出轴加工工艺及钻10-φ20孔夹具设计》请在金锄头文库上搜索。
![[最新]【北京课改版】七年级数学上册:1.11有效数字和科学记数法课堂导学含答案](https://union.152files.goldhoe.com/2023-5/10/b4475b6c-78a5-4407-8e2c-991d401d89c2/pic1.jpg)
[最新]【北京课改版】七年级数学上册:1.11有效数字和科学记数法课堂导学含答案
2022年二手房屋装修合同标准版范本
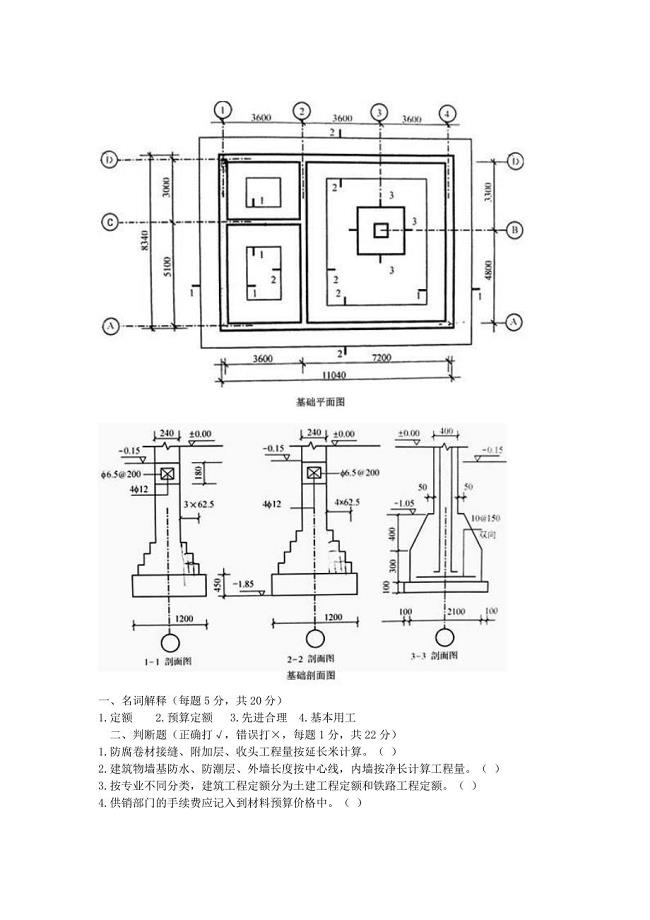
预算《排版》
安边镇学区二年级数学科导学稿1
学校安全工作计划15篇
部分中外数学家及其伟大的贡献
精密锻造模具项目建议书写作模板
地理信息系统概论课后习题部分答案

j盖梁帽梁耳墙施工方案
营业员个人工作计划格式版(四篇).doc

2022年投资股份合作协议书范本
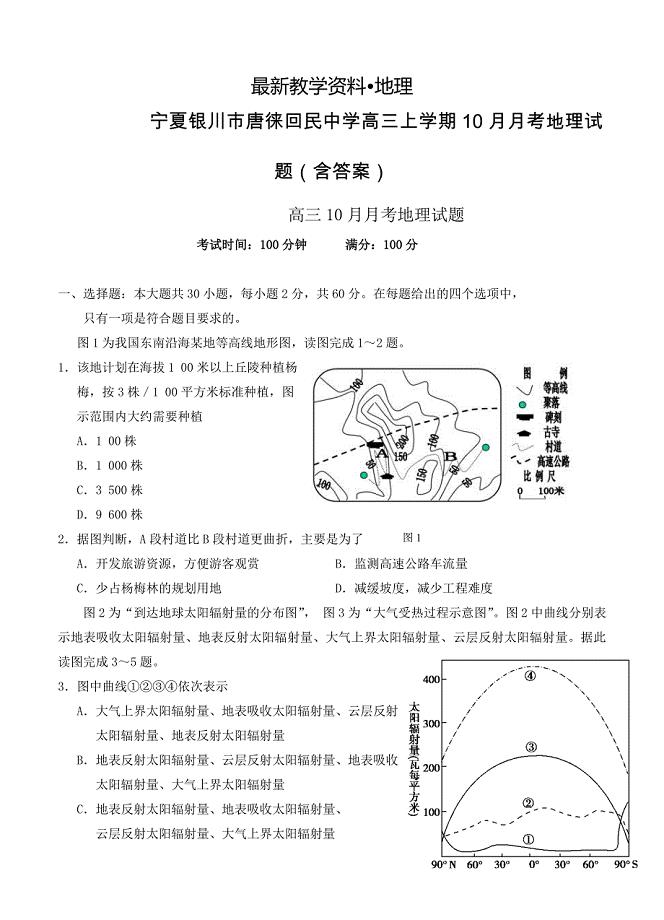
【最新】宁夏银川市唐徕回民中学高三上学期10月月考地理试题含答案
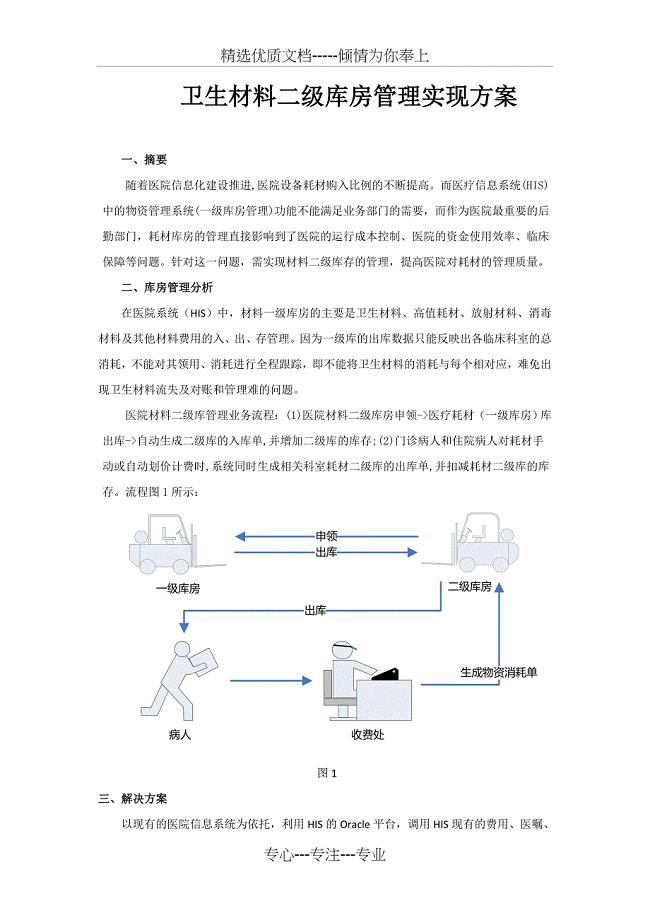
卫生材料二级库房管理实现方案

苏教版数学一年级上册教案统计
土地确权的基本内容
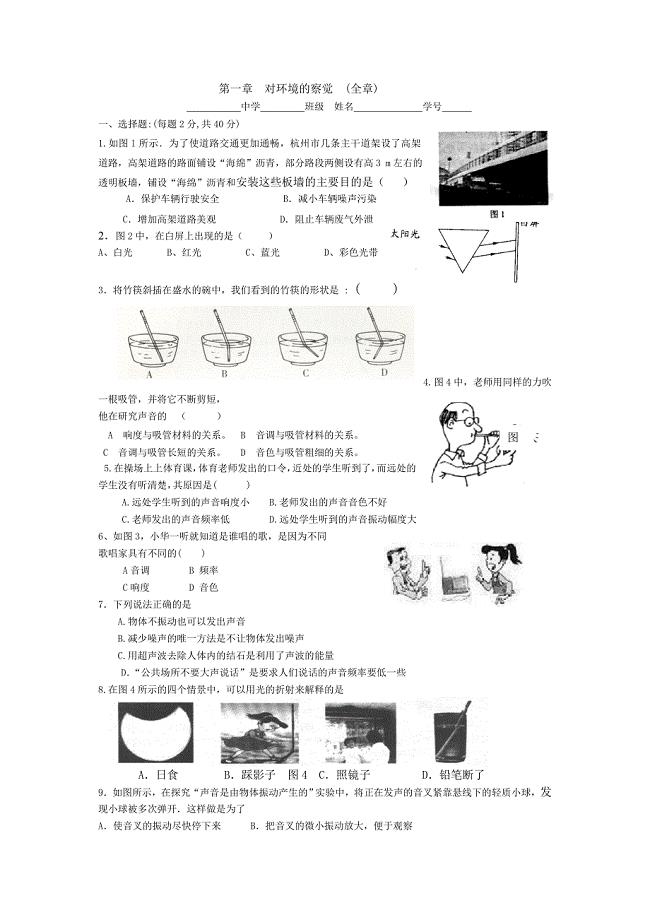
2对环境的感觉测试
残疾人康复中心建设项目建议书写作模板拿地立项备案
高聚氨酯保温板项目资金申请报告写作模板+定制代写
高中地理 第三章 自然资源的利用与保护单元综合测试卷 新人教版选修6
魅力女生美丽人生活动方案
 家庭居室装饰工程设计合同
家庭居室装饰工程设计合同
2023-08-07 8页
于BS模式的学生选课系统的设计与实现
2022-09-01 50页
浅析《放牛班的春天》中的艺术特色
2023-06-12 8页
2019年高级硬装设计师工作总结精选(二篇)
2023-09-18 6页
大学生实习简历
2023-02-14 5页
毕业论文-汽车点火系统常见故障诊断与维修
2022-08-18 14页
开题报告 危机事件中媒体应对策略分析研究公共管理专业
2023-03-08 6页
软件配置管理规范实施细则.doc
2022-10-07 45页
平安保险财务报表分析开题报告
2023-08-04 5页
公共政策分析
2022-10-16 4页