
QC七大手法学习总结
8页
1、-QC七大手法学习总结一、 检查表在现场收集数据,使用简单明了的标准化表格并填入规定的图形记号,再加以统计汇总,以提供进一步分析或比照检查的表格或图表,是其它六大手法的起点。通常分为点检用检查表防止不小心的失误、起备忘录作用;此类表在记录时只做有、没有、好、不好的记录。或记录用检查表通过收集到的数据反映不良的状况;此类检查表用来收集计量和计数数据。本卷须知:1应能迅速、正确、简易地收集到数据,记录时只要在必要工程上加注记号;2记录时要考虑到层別,按人员、机台、原料、时间等分类;3数据来源要清楚:由谁检查、检查时间、检查方法、检查班次、检查机台,均应写清楚,其他测定或检查条件也要正确地记录下來;4尽可能以记号、图形标记,防止使用文字;5检查工程不宜太多,以4-6项为宜针对重要的几项就可,其他可能发生的工程采用“其他栏。6可配合帕累托图、直方图使用;7检查工程可考虑由鱼刺图推断出得特性要因;85W1H(Why,What,Who,Where,When,How)的分析方法;9数据收集完成后,应立即进展分析,保证时效性。制作程序:二、 层别法将得到的数据资料按需要而分成数个类别,便于以后的分析。
2、分层方法:1) 人机料法环;例如:作业员:不同拉、班、组别机器:不同机器别;原料、零件:不同供应厂家别;作业条件:不同的温度、压力、湿度、作业场所;产品:不同的产品别;其他:如使用不同的工艺方法生产的同种产品别。2) 时间;不同批别、不同时间生产的产品;3) 作业区域;不同班组、不同车间、过程区域层别;4) 不良工程等。本卷须知:1) 实施前,首先要确定分层的目的不合格率分析.效率提高.作业条件影响.;2) 检查表的设计应针对疑心的对象设计;3) 数据性质分类应清晰、详细记载;4) 依各类可能原因加以分层,找出真正原因;5) 分层所得的结果应与对策相联接,并实施行动。制作流程:层别法的应用方法:5. 特性要因图三、 柏拉图排列图二八原则当我们要解决问题时,总会发现产生问题的要因很多,不知从何着手,因此最好找出其影响度最大的几个要因,再按优先顺序,一一谋求改善对策,才能以有限的人力和时间,有效地解决问题。柏拉图就是这样一种供你寻找重要要因的一种统计工具。 作为降低不合格的依据:想降低不合格率,先绘柏拉图看看。 决定改善目标,找出问题点。 确定主要因素、有影响因素和次要因素。 抓主要因素解
3、决质量问题。 确认改善效果(改善前、后的比较)。本卷须知:1横轴是按工程別,依大小順序由高而低排列下來,其他项排在最未。2)次数少的工程太多时,可考虑将后几项归纳成其他项。有時,改变层别和分类的方法,也可使工程減少。3)纵轴的左侧尽量以金额表示,如此就降低本钱、追求利润的企业而言,更具意义。通常用于表示发生不良的次数、缺点数、发生次数不良率、单位缺点数等。4)柏拉图的柱形图横轴距离一样。5)改善前后进展比较: (1) 改善前后横轴工程別依然按大小順序由高到低排列。 (2) 前后比较基准一致,刻度应一样。 (3) 各工程以色別来区分更易比较。6)柏拉图中、连接横轴与纵轴对应点的线应为折线而非曲线。制作流程:四、 因果图特性要因图/鱼骨图先列出品质变异的工程,然后对造成变异的4M1E因素进展分析。1) 原因追求型2) 对策追求型本卷须知:1) 不要指责他人的任何想法;2) 全方位多角度各层次,数量越多越好3) 自由奔放,毫无拘束;甚至于异想天开4) 分析时思考方向:替代人员顶替/材料替换/方法替代;过程优化BPI与重组BPR;消减/简化/合并/调序等等。制作流程:五、 直方图直方图是将所收
《QC七大手法学习总结》由会员壹****1分享,可在线阅读,更多相关《QC七大手法学习总结》请在金锄头文库上搜索。
2014华师在线计算机考试答案

农村信用社网上银行业务知识试题与答案
高三高考百日冲刺宣誓词
2023年个人月工作总结12篇(最新个人月工作总结)
交通安全管理主题策划方案(2篇)
加油站连锁营销方案
普通高等学校招生全国统一考试数学卷上海.文含答案高中数学
马庄镇中心小学桶装饮用水专项整治自查报告
豫农人生态农业可行性报告
印刷有限公司人力资源手册
检验员工作总结
公司聚餐领导发言稿
2022年新学期小学生国旗下讲话稿范文十一篇
加盟连锁销售合同书(8篇).doc
高考单词分类记忆
2023年党支部建设自查报告范文精选5篇
2023学校食品卫生安全工作计划范文(4篇).doc
热门期中考试的作文合集10篇
2017华师在线《计算机基础》作业及答案
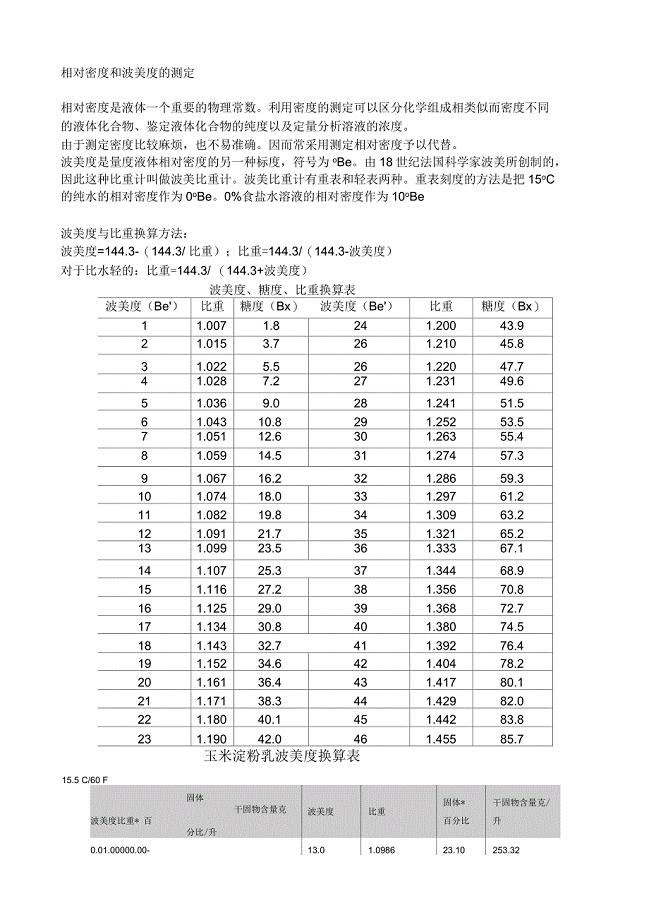
波美度糖度比重换算表
 支票影像交换系统商业银行直接连接分中心实施指引V1.1.2
支票影像交换系统商业银行直接连接分中心实施指引V1.1.2
2023-12-06 42页
东北三省三校高三第一次联合模拟考试政治试题及答案
2023-02-13 17页
7 十二次微笑[16]
2022-12-19 3页
2021年办公室文员年终总结一
2023-01-28 7页
推荐九江钻石名苑项目策划案
2022-08-08 72页
人教版小数六年级下册整册教案(第十二册)(表格式)
2023-01-13 116页
和合生态园施工组织设计
2022-11-27 66页
城市轨道交通行业风险分析报告
2022-07-30 119页
外立面改造施工组织设计方案原件(DOC 34页)
2023-08-18 36页
整改回复建筑实用
2023-06-14 8页