
数控专业毕业论文数控加工工艺与加工
45页
1、武汉工程职业技术学院毕业设计(论文)题 目 数控加工工艺与加工 系 别 机电工程系专 业 数控技术及应用班 级05数控(6)班 姓 名 指导老师 2008 年 5月 15日目录摘要 (4)第一章 绪论 (5)第二章 软件介绍 (6)第三章YJS3的工艺分析(7)3.1零件图样工艺分析 (7)3.1.1结构特点分析 (7)3.1.2结构工艺性分析 (7)3.2关键表面的技术要求分析 (7)3.3毛胚及装夹方案确定 (8)3.3.1毛坯的选择 (8)3.3.2装夹分析 (8) 3.4工艺措施及加工方案确定 (11)3.4.1数控铣削加工方案的确定 (11)3.4.2关键的加工路线方案比较 (11)3.5选择刀具(12)3.5.1铣刀类型的简介及选择 (12)3.5.2铣刀参数简介及选择(14)3.6切削用量简介及选择 (15)3.6.1切削用量的选择原则(15)3.6.2主轴转速n的确定(16)3.6.3切削进给速度F的确定 (17)3.7本课题数控工艺卡片(17)3.7.1刀具卡片 (17)3.7.2路线单 (20)3.7.3工序卡片 (21)第四章YJS盘类零件的建模设计与加工(32)
2、4.1pro/e建模的过程(32)4.1.1建模的分析(32)4.1.2建模的步骤 (22)4.2YJS3盘类零件的加 (45)4.2.1上表面加工 (45)4.2.2两侧面孔加工 (55)4.2.3下表面加工 (56)第五章 设计总结 (67)参考文献 (69)致谢 (70)附录附录 摘 要现代机械加工中,不仅需要传统加工的工艺基础,还需要现代先进的机械加工技术,但是数控加工的工艺是离不开传统加工工艺基础的。随着数控机床在制造业中的广泛应用,数控加工技术也得到进一步的发展。近年来,数控加工和数控设备的应用呈突飞猛进之势,包括以组合机床为主的大量生产方式,现在都向以数控设备为主的生产方式转变,模具行业、汽车制造业的飞速发展,生产效率明显提高,对产品的生产周期提出更高的要求,从产品的设计、研发到投入生产都尽量缩短其时间,所以零件的建模,加工和编程都显得极其重要,零件的建模即利用计算机辅助设计软件依照零件图纸或模型在电脑上完成零件的建模和自动编程。加工则是在数控机床上进行加工,要获得较高的经济效益,既要选用性能优良的机床,即精度高,效果高,工作可靠性好,又要正确合理地使用机床,这是非常关键
3、的问题。随着数控机床及应用,人才市场急需懂得数控机床工作原理及数控编程加工工艺和实的日益广泛普及操作的专业人才。关键词:数控加工工艺;pro/e;Master CAD/CAM;数控切削参数;1第一章 绪论计算机辅助数控加工编程是指利用CAM系统对由CAD系统产生的产品数学模型,选择确定加工工艺参数,生成、编辑、防真刀具的运动轨迹,以实现产品的虚拟加工,并产生实际数控机床加工零件的数控程序。在这里我主要用pro/e建模和Master CAD/CAM 生成刀具路径。同时CAD系统产生的数据可直接经CAM软件处理成数控机床可识别的代码,进而采用数控加工设备进行加工,使模具生产实现高精度、高效率和高自动化。数控机床是按照事先编制好的数控程序自动地对工件进行加工的高效自动化设备。数控程序除了能保证加工出符合图样要求的合格零件外,还应该充分地发挥,利用数控机床的各种功能,高效加工合格零件。所以数控加工的关键是加工数据和工艺参数的获取,即数控编程。在根据零件的具体加工部位和零件的结构工艺特点,选择利用计算机进行自动编程。进入新世纪以来,数控加工发展的方向越来越明显,越来越高度化,主要向高速切削和高精
《数控专业毕业论文数控加工工艺与加工》由会员桔****分享,可在线阅读,更多相关《数控专业毕业论文数控加工工艺与加工》请在金锄头文库上搜索。
普通夫妻离婚协议书范本(六篇).doc
河南省郸城县光明中学八年级数学下册 第19章 全等三角形综合复习指导题(二) 华东师大版
人教版小学数学六年级下册整册教案(第十二册)(表格式)

函授计算机本科毕业论文
2022年大班幼儿园教师期末工作总结
农业植物及植物产品产地检疫签证制度
课程顾问年终工作总结经典(4篇).doc
小学谈心记录
小学生必须掌握的古诗词名句及积累运用
四年级下册语文教学计划
常熟关于成立微创手术器械公司可行性报告模板参考
自考物流与供应链管理最新资料自考笔记掌握必过
小箱梁生产工艺流程
端午节话题作文
2023年终考核总结标准范文(2篇).doc
建筑识图基础知识
部编版小学一年级汉语拼音测试题【18篇】
校园安全班会主持稿实用5篇
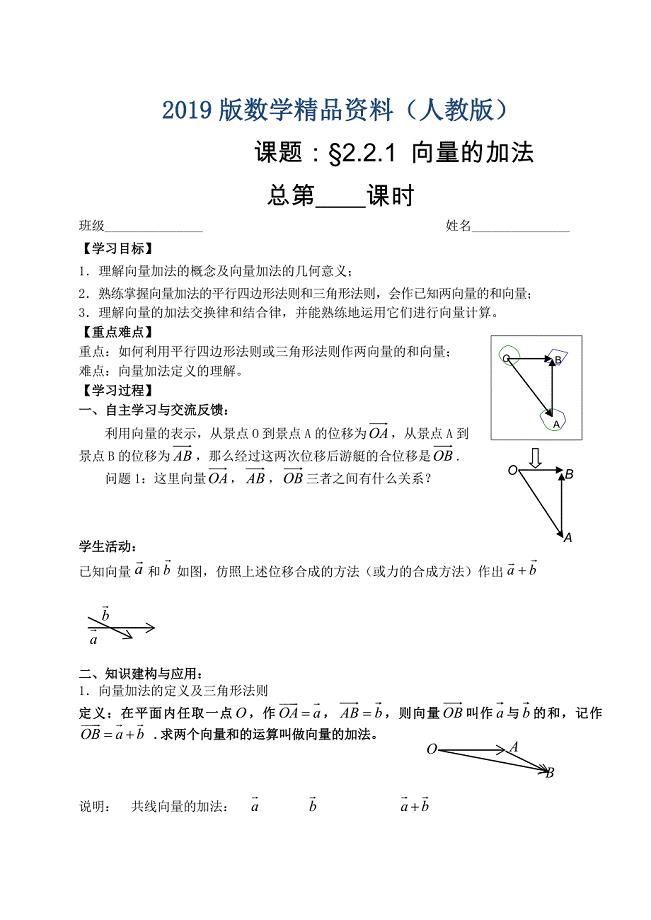
人教版数学必修四:2.2.1向量的加法学生版学案
有关写“父亲”的记叙文
 会议电视设计方案
会议电视设计方案
2024-02-18 27页
投标麻昭高速公路施组文字说明D1
2023-05-02 75页
国家开放大学电大《园产品加工技术》期末题库及答案
2023-05-01 18页
2022-2023年管理会计师试题库带答案第131期
2022-09-19 42页
绿化养护管理员工培训计划
2022-12-02 11页
精选国家开放大学电大专科《护理学基础》形考任务4试题及答案
2023-01-23 14页
税收征管的资料
2022-08-15 13页
饭店员工规章制度
2022-11-09 8页
汽车检测维修实验实训指导书
2022-10-07 40页
中级经济师经济基础知识多选题专项练习300题答案解析
2022-12-04 12页