
气门摇臂轴支座说明书
26页
1、精选优质文档-倾情为你奉上目 录一、绪论3二、零件的工艺分析及生产类型的确定42.1零件的作用42.2 零件的工艺分析52.3 确定零件的生产类型6三、选择毛坯种类,确定加工余量,绘制毛坯图63.1 选择毛坯种类73.2确定毛坯尺寸及机械加工总量103.3毛坯图11四、选择加工方法,制定工艺路线114.1 定位基准的选择124.2 零件的表面加工方法的选择4.3加工阶段的划分124.4工序顺序的安排134.5 确定工艺路线134.6加工设备及工艺装备选择154.7基本时间定额的确定17五、夹具设计205.1夹具设计的特点和基本要求205.2 定位与夹紧分析225.3夹具体设计225.4夹具装配图23六、机床夹具设计心得与展望23七、参考文献24绪论一、本设计的内容及意义:本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行。此次的设计是对大学期间所学各课程及相关的应用绘图软件的一次深入的综合性的总复习,也是一次理论联系实际的训练。其目的在于:1巩固我们在大学里所学的知识,也是对以前所学知识的综合性的检验;2加强我们查阅资料的能力,熟悉有关资料;3树立正确的设计思想,掌
2、握设计方法,培养我们的实际工作能力;4通过对气门摇臂轴支座的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。初步具备设计一个中等复杂程度零件的工艺规程的能力。5.能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。6通过零件图,装配图绘制,使我们对于AutoCAD绘图软件的使用能得到进一步的提高。本次设计的主要内容为:首先运用AutoCAD软件绘制气门摇臂轴支座的二维零件图,然后根据图纸的技术要求等确定生产类型,经分析本次设计的零件年产量为10000件,属大批量生产。其次进行工艺分析,确定毛坯类型和制造方法,气门摇臂轴支座的材料为HT200,拟采用以铸造的形式进行毛坯的制造,并确定零件的机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。最后,对某道加工工序进行夹具装配图及主要零件图的设计。二、零件的工艺分析及生产类型的确定2.1零件的作用本设计所设计的零件是1
3、105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。2.2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全。通过对零件图的详细审阅,该零件的基本工艺状况已经大致掌握。主要工艺状况如下叙述:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:1. 外圆的上端面以及与此孔相通的通孔,粗糙度均为12.5;2. 36mm下端面,根据零件的总体加工特性,36mm为整个机械加工过程中主要的基准面,粗糙度
4、为12.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 外圆的前后端面,粗糙度为12.5;前后端面倒的角,粗糙度为12.5;以及的通孔,在这里由于通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm下端面的平行度为0.05;4. 的前后端面,粗糙度为3.2;前后端面倒的角,粗糙度为12.5;以及的通孔,的通孔同样也是本零件加工一个比较重要的部分,由零件图可知,的孔要求的表面粗糙度和位置精度也很高,孔表面粗糙度为1.6,孔的轴线与36mm的地面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求; 通过上面零件的分析可知,36mm下端面和上端面的表面粗糙度要求都不是很高,因此都不需要精加工来达到要求,且这两个面也是整个加工工程中主要的定位基准面,因此可以粗加工或者半精加工出这两个面而达到精度要求,再以此作为基准采用专用夹具来对其他表面进行加工,并且能够更好的保证其他表面的位置精度要求。总的看来,该零件并没有复杂的加工曲面,属于较为简单的零件,所以根据各加工表面的技术要求采用常规的加工工
《气门摇臂轴支座说明书》由会员人***分享,可在线阅读,更多相关《气门摇臂轴支座说明书》请在金锄头文库上搜索。
前台个人工作总结2022
森林防火安全知识
工程监理工作职责范文(五篇).doc

监理工程师《建设工程监理案例分析》复习知识点
采购工作计划范本(三篇).doc
怒江中医药项目可研报告(范文)
四年级下期班务工作总结(3篇).doc
研究生个人学习工作总结
光伏电站工程安全质量管理办法
大学生学生会宣传部工作总结(4篇).doc
夏天的一场雨散文
福建龙岩市武平县工程类及信息产业类储备人才引进5人(同步测试)模拟卷含答案4
食品药品监督局年度工作总结2

【管理精品】国际间社会保障协定及在我国的应用
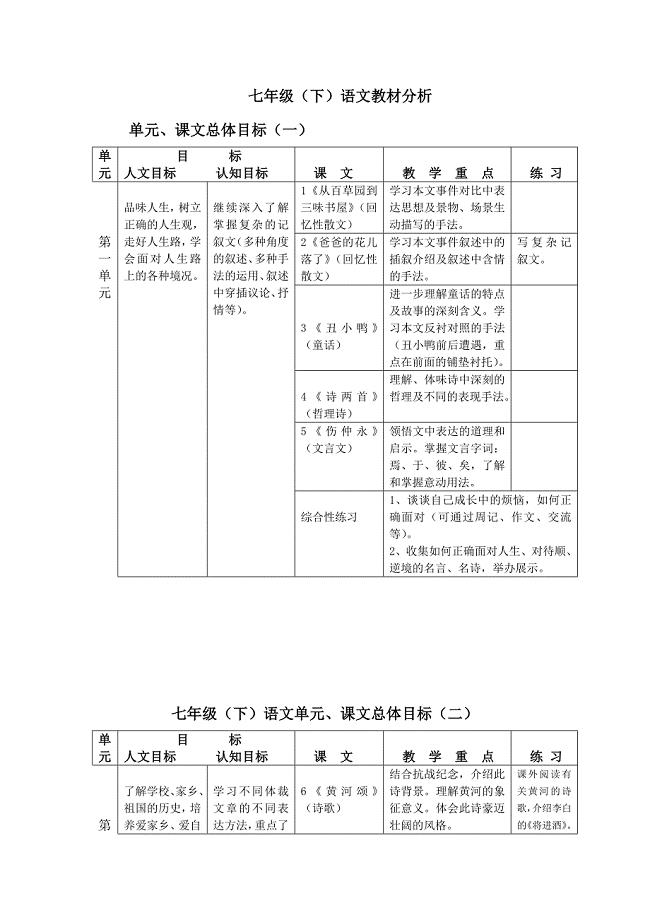
七年级下册语文教材分析
社区护理管理制度与职责
网络营销推广实战宝典江礼坤章范文
![[最新]宁夏银川一中高三下学期第一次模拟语文试题含答案](https://union.152files.goldhoe.com/2022-12/21/e9f94d33-1491-4e77-aa3f-9410de45d23d/pic1.jpg)
[最新]宁夏银川一中高三下学期第一次模拟语文试题含答案
2023年生活的智慧
2022年高中英语人教版必修3 Unit 4 Astronomy:the science of the stars period5 教案1
 教科版最新一年级下册科学教案全册
教科版最新一年级下册科学教案全册
2022-10-13 46页
2018中学少先队工作计划
2023-03-26 11页
内科医生下乡-工作总结
2022-08-21 5页
最大公因数和最小公倍数练习题(专项练习)
2022-10-01 3页
正反比例教学反思(共1页)
2023-11-03 1页
自动上料装置的设计
2023-02-15 63页
最新“矿热炉全自动操作系统”说明书
2022-11-14 11页
机电工程学院XX年工作总结
2023-08-30 9页
消防安全培训记录
2023-01-11 4页
贵阳关于成立农业机械公司可行性研究报告
2022-12-12 116页