
PA66罩壳注塑模具设计说明书--精选文档
16页
1、1前言随着社会的经济技术不断地在向前发展,对注塑成型的制品质量和精度要求都有不同程度的提高。塑料制品的造型和精度直接与模具设计和制造有关,对塑料制品的要求就是对模具的要求。而我作为一名机械系材料成型与控制工程的学生,本身的学习和研究方向就是模具设计及其制造,这个PA66罩壳注塑模具的设计不仅仅能够把我大学四年所学的知识用到实处,也对我们进入岗位研究创新有非常巨大的意义。注塑成型制品在整个塑料制品所占的数量最多,模具结构也多样、复杂,根据老师给我们的相关资料参考文献和专业老师的指导以及对塑料形状和材料特性的分析,我们还是很顺利的进入了完成了注射机的选择、分型面的选择、浇口的选择、型芯的设计、型腔的设计、模架的选择、冷却系统地设计等一系列工作。2塑件材料及工艺分析图2.1所示为塑料罩壳,材料为PA66,PA66坚韧、耐磨、耐油、耐水、抗霉菌,但吸水大,适用于一般机械零件、减摩耐磨零件、传动零件以及化工、电器、仪表等的外壳零件。图2-1 塑料罩壳2.1 PA66成型特性分析PA66聚酰胺,在聚酰胺材料中有较高的熔点。它是一种半晶体-晶体材料。PA66在较高温度也能保持较强的强度和刚度。PA6
2、6具有优秀的韧性,耐磨性,自润滑性,耐油性,耐化学性、气体透过性,耐水性和抗酶菌。为了提高PA66的机械特征,常常加入各种各样的改性剂。这个性质可以用来加工很薄的元件。它的粘度对温度变化很敏感。其成型特性如下:(1)PA66在成型后仍旧具有吸湿性,其程度重要取决于材料的组成、壁厚以及环境条件。在产品设计时,一定要考虑吸湿性对几何稳定性的影响。(2)为了提高PA66的机械特征,常常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如epdm和sbr等。(3)PA66的粘性较低,因此流动性很好(但不如PA6)。这个性质可以用来加工很薄的元件。它的粘度对温度变化很敏感。(4)PA66的收缩率在1%2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%1%。收缩率在流程趋势和与流程趋势相垂直趋势上的相异是较大的。(5)PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的反抗力较弱。(6)干燥处理:假如加工前材料是密封的,那么就没有必要干燥。然而,假如储存容器被打开,那么建议在85的热空气中干燥处理。假如湿度大于0.2%,还需要进行105,12小时的真空干燥。(
3、7)熔化温度:260290。对玻璃添加剂的产品为275280。熔化温度应避免高于300。(8)模具温度:建议80。模具温度将影响结晶度,而结晶度将影响产品的物理特征。对于薄壁塑件,假如应用低于40的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。(9)注射压力:通常在7501250bar,取决于材料和产品设计。于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品。(10)注射速度:高速(对于增强型材料应稍低一些)。流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常主要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。假如应用热流道,浇口尺寸应比应用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。假如用潜入式浇口,浇口的最小直径应当是0.75mm。由参考文献1。2.2塑件成型方法及原料对成型设备的要求2.2.1塑件成型方法确定根据对塑件及其材料的分析该塑件采用注射机注射成型。2.2.2塑件原料对成型设备的要求结晶性塑料,熔融温度范围窄,熔融状态热稳定性差,料温,滞留时间超过30分钟即分解,较易吸湿,须预热烘干。流动性较好,溢边值为
4、0.02mm,易溢料。成型收缩率范围大、收缩率大,取向性明显,易发生缩孔、凹痕、变形等缺陷,成型条件应稳定。融料冷却速度对洁净度影响较大,对塑件结构及性能有明显的影响,故应正确控制模温,一般为按模厚选择,模温低易发生缩孔、洁净度低等现象。对要求伸长率高、透明度高、柔韧性好的薄壁塑件宜选用低模温;对要求硬度高、耐磨性好,以及在使用的厚壁塑件宜选用高模温。2.3注塑机的选择2.3.1注射量的计算通过计算或Pro/E建模分析图2-2塑料罩壳三维模型塑件质量,塑件体积。流道疑料的质量还是个未知数,可按塑件质量的0.6被来估算。从上述分析中确定为一模一腔,所以浇注系统疑料体积为。该模具一次注射所需塑料PA如下:体积:质量:2.3.2塑件和流道凝料在分型面上的投影面积及所需锁模力的计算流道凝料(包括浇口)在分型面上的投影面积为A2,在模具设计前还是个未知数,根据单型腔的统计分析,A2是每个塑件在分型面上的投影面积A1的0.10.3倍,因此可用0.3来进行估算,所以=16250 (=12500)= (=35)2.3.3选择注射机根据每一周期的注射量和锁模力的计算值选用参考文献1中SZ-200/100
《PA66罩壳注塑模具设计说明书--精选文档》由会员M****1分享,可在线阅读,更多相关《PA66罩壳注塑模具设计说明书--精选文档》请在金锄头文库上搜索。
2023律师个人年终工作总结模板(2篇).doc
新人教版小学数学三年级上教学计划
新员工个人年终工作总结(8篇)
县上第一书记述职报告
承包商业绩评价记录表
XX年幼儿园教师职称述职报告
《安全管理资料》之危险化学品生产企业安全检查表
小学语文一年级上生字表(无拼音)
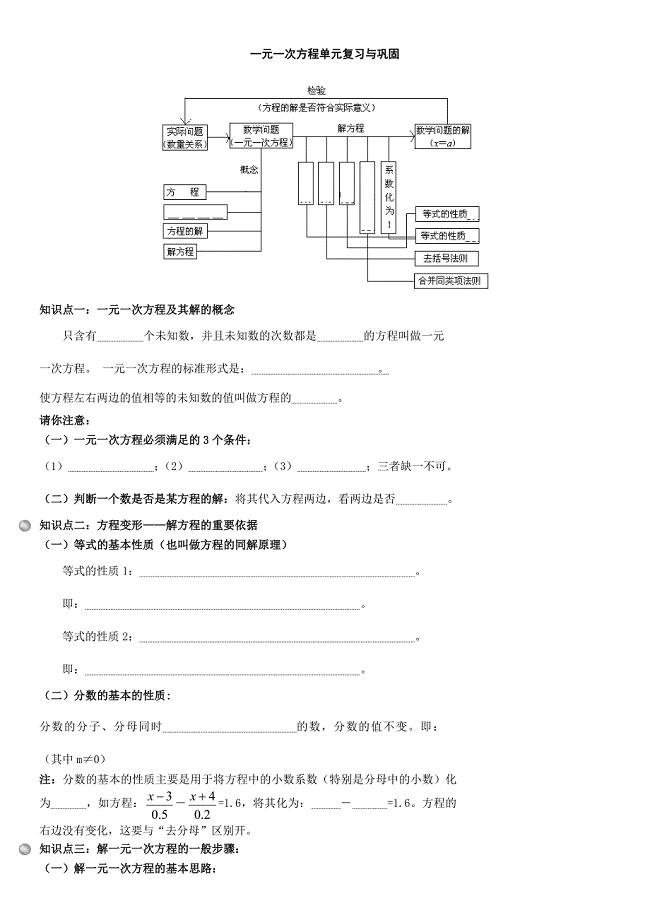
教育专题:1元1次方程单元复习与巩固
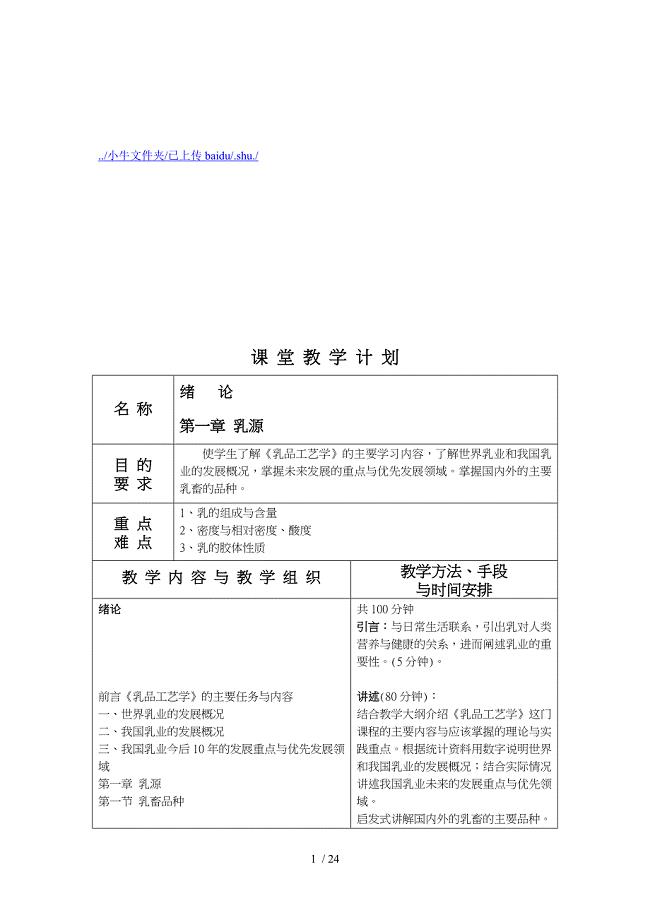
乳品课堂教学计划
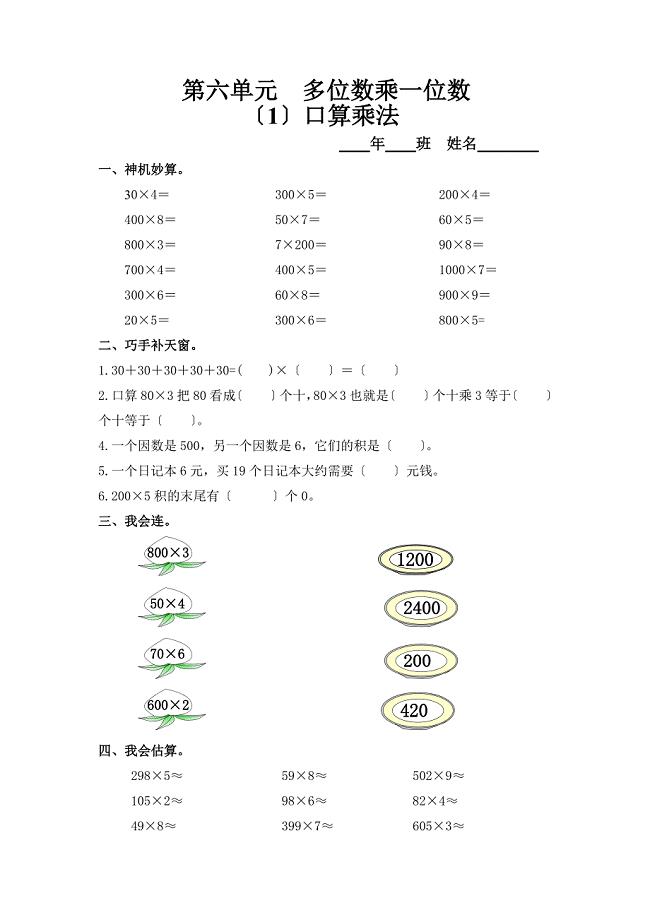
2021年三年级上第六单元《口算乘法》练习题
怎样教宝宝朗诵诗歌
小学生学习计划集锦15篇.doc
八年级上学期期中考试试题
美编个人简历范文
部编版二年级上册语文园地二语文教案
2022年证券从业资格必考试题库含答案127

2022年大学生记者团工作总结
高分子复合材料技术在滨农科技修复搪瓷反应釜的案例
中小企业的网络营销策略分析以小米为例
 2021年劳动合同法全文.doc
2021年劳动合同法全文.doc
2023-06-13 22页
JAVA酒店管理系统项目书--精选文档
2023-05-12 52页
上海文化创意产业扶持资金项目
2023-11-02 3页
java电话号码查询系统---精选文档
2022-12-16 8页
全面的电动车维修手册
2023-02-18 5页
岗位说明书-质量检验员
2023-02-03 3页
化粪池专项施工方案最终版.doc
2023-03-24 17页
毕业综合实践(设计)任务书
2023-06-03 2页
GridView使用大全攻略--精选文档
2022-08-12 50页
金蝶K3采购管理维护手册
2022-09-18 10页