
毕业设计(论文)-水轮机副阀的加工工艺
15页
1、 水轮机副阀的加工工艺 系 部: 精密制造 学生姓名: 专业班级: 数控11C5 学 号: 指导教师: 2014年 4 月 12 日声 明本人所呈交的 水轮机副阀的加工工艺 ,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。除文中已经注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。作者签名: 杨德勤 日期: 2014.4.12 【摘要】本课题来源于泰州泰德阀门有限公司,水轮机副阀是该公司的主要产品之一,从它的特征及结构看,属于轴类零件。本文根据零件图样的技术要求,对该零件进行了详细的工艺分析和数控加工,研究结果表明,该该工艺合理可行,达到尺寸及表面粗糙度要求,效率较高,给类似的零件加工提供实验指导。【关键词】:数控加工;工艺分析;程序设计目 录引言 1一、 零件简介 2(一)粗精车图纸 2(二)副阀一道的说明 2(三)副阀二道的说明 3二、零件的工艺分析以及工艺设计 4(一)选择数控机床 4(二)数控加工工艺分析 5(三)制定加工工艺路线 5(四)数控加工刀具的选择 5三、编制数
2、控加工程序 5(一)副阀一道加工程序 5(二)副阀二道加工程序 6四、产品试制 7(一)加工过程中的困难与解决方法 7(二)机床操作建议 8五、结语 8参考文献 9 致谢 10引言 本文着重于零件的数控加工及工艺分析,对于产品的加工技术要求做了一定的说明。数控加工工艺是采用数控机床加工零件时的加工过程和方法。在进行数控加工工艺前有必要对零件的整个加工过程要有所合理的规划,因为数控机床的加工常常是零件整个机械加工过程中的一部分,根据各个工序的划分我们应该将每一步的工序做到合理化,明白自己的每一步工序所要做的内容和对前后工序的影响。数控加工就是根据零件图样及工艺要求,编制零件数控加工程序并输入到数控机床的数控系统来控制数控机床中刀具与工件的相对运动。在实施对零件的数控加工前,需对零件数控加工工艺的总过程、方法和加工目标进行规划,即制定正确的数控加工工艺规程。工艺分析的主要内容有:1、选择适合加工零件的机床,明确加工内容。2、分析被加工零件的图纸,明确加工工序。3、加工顺序的合理安排,合理安排零件的定位基准,装夹方案,刀具、切削用量选择等。4、刀具零点的调整,选取对刀点和换刀点,确定刀补等。
3、5、处理数控机床上程序编写不切实际。 6、首件试制与现场解决特殊的工艺问题 本文研究的主要内容从零件的工艺分析、机床的选择、毛坯的选择、装夹的安排、刀具的选择、切削用量选择和数控加工流程进行详细的阐述和描述。一、 零件简介该课题的选材为水电厂中水轮机的零件。该论文主要是对数控加工的工艺进行分析。阀是即席中调节流体流量、压力和流动方向的装置;主阀是水电厂水轮 机的开关;副阀是控制主阀流量和压力的,主要置于主阀下,保护主阀不受腐蚀磨损。该阀体零件中所涉及的知识比较广泛,主要涉及到的知识有:外圆、外沟槽、内孔、台阶及内外倒角等。(一) 粗精车图纸 图11粗车图样示意图 图12精车图样示意图 (二)副阀一道的工艺分析及说明如图13为副阀一道图纸: 图13副阀精车一道图样示意图零件图如图1-3所示,该零件主要有圆柱面、孔和台阶等轮廓组成。零件法兰直径为外径为210mm、厚度为32mm、法兰两侧有C1的倒角,外径为127mm、高度为6.4mm的台阶,直径76(+0.19/0)mm的通孔(根据图纸深度只要107.9mm,实际110mm)以及台阶上的波形面(平面留有20丝的余量,相当于平面挑丝,速度至
《毕业设计(论文)-水轮机副阀的加工工艺》由会员汽***分享,可在线阅读,更多相关《毕业设计(论文)-水轮机副阀的加工工艺》请在金锄头文库上搜索。
混凝土浇筑施工方案4#
志愿者帮扶特困家庭活动感想
某公司员工福利组织规章与办法
路政宣传月活动总结
转正的述职报告模板五篇
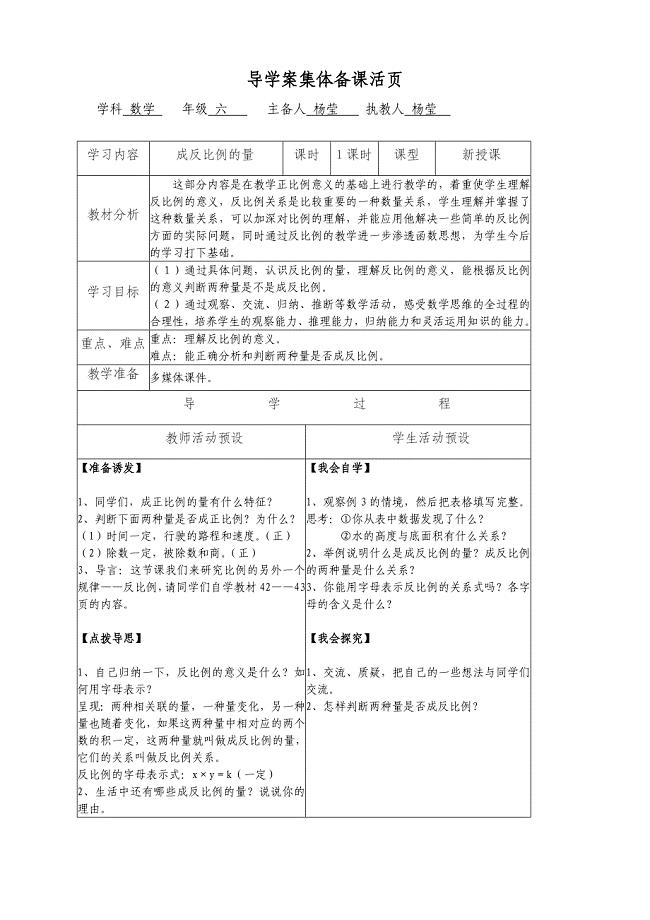
导学案集体备课活页(成反比例的量)
新人教版5五年级数学下册全册教案含教学反思
物探制图授课教案:第九次课 Grapher应用(一)
专业硕士实践报告总结
曹禺雷雨读书心得
关键元器件和材料定期确认检验控制程序文件
客服转正自我鉴定模板9篇
新乡碳纤维原丝项目建议书模板范本
行政法与行政诉讼法教程》简答题、论述题参考答案
儿子给高尔基的回信作文
整理版高中英语课时作业二十四必修4Unit12CultureShock第2课时
股东股份转让协议
手绘表现技法教案
实用的班主任工作计划(四篇).doc
小说《老人与海》读书笔记.doc
 毕业设计(论文)-多功能数字钟设计与制作
毕业设计(论文)-多功能数字钟设计与制作
2023-09-04 16页
浅析物流企业的成本管理与控制—以德邦物流为例
2023-08-07 19页
毕业设计(论文)-数控车削编程及加工仿真
2023-12-24 56页
小型绞肉机设计
2023-11-06 38页
广西华锡集团铜坑矿公司筹资方式和筹资渠道分析
2022-11-26 16页
流体机械设计说明书-校核计算4L-7_15型CO2气压缩机.docx
2023-10-27 43页
员工幸福感影响因素及管理启示
2023-05-04 17页
机械毕业设计(论文)-城市客车乘客门设计(全套图纸)
2023-12-14 45页
中型货车驱动桥设计-任务书
2023-08-29 5页
家庭教育对幼儿情感表达能力的影响探析学前教育专业
2022-12-30 18页