
冷冲压模具设计与制造课程设计说明书冲孔落料连续模
65页
1、湖南农业大学东方科技学院课程设计说明书 课程名称: 冷冲压模具设计与制造 题目名称: 冲孔落料连续模 班 级:2008级 机制 专业 机制 三班姓 名: 学 号: 指导教师: 评定成绩:教师评语: 指导老师签名: 年 月 目录冷冲压的概述 2 冲压工艺的特点及其应用 2模具设计的主要内容3一、零件设计总图3二、冲压件的工艺分析4四、冲裁工艺方案5五、排样8六、计算冲压力10 七、确定模具压力中心10八、计算凸凹模刃口尺寸12九,凸模和凹模工作部分尺寸的设计计算13十、磨具其他装置的设计15十一、模架的选择16十二、压力机相关参数的计算17十三、装配图17十四、结论17十五、参考文献18。冷冲压的概述:冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状,尺寸和性能的零件加工方法。它是压力加工方法的一种,是机械制造中先进的加工方法之一。在冷冲压加工中,冷冲模就是冲压加工所用的工艺设备,没有先进的冷冲模,先进的冲压工艺就无法实现。冷冲压工序的分类:由于冷冲压加工的零件形状、尺寸、精度要求、批量大小、原材料性能等不同,其冲压方法可分为分离工序和变形工序两大类
2、。冷冲压可分为5个基本工序:冲裁 使板料实现分离的冲压工序。弯曲 将金属材料沿弯曲线弯成一定的角度和形状的冲压工序。拉伸 将平面板料变成各种开口空心件,或者把空心件的尺寸作进一步改变的冲压工序。成形 用各种步同性质的局部变形来改变毛坯或冲压件形状的冲压工序。立体压制 将金属材料体积重新分布的冲压工序。 冲压工艺的特点及应用冷冲压工艺与其他加工方法相比,有以下特点:用冷冲压加工方法可以得到形状复杂,用其他加工方法难以加工的工件。冷冲压的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。材料利用率高,工件质量轻,刚性好,强度高,冲压过程耗能少,因此工件成本较低。操作简单,劳动强度低,易于实现自动化,生产率高。冷冲压加工中所需的模具结构一般比较复杂,生产周期较长,成本较高,因此多用于成批,大量生产。由于冷冲压有许多突出优点,因此在各个行业都有广泛应用。模具设计的主要内容:1. 熟悉相关设计资料及文献。2. 对冲裁件进行工艺性分析。3. 确定合理的冲裁的工艺方案。4. 选择模具的结构形式。5. 进行必要的工艺计算,主要包括:1) 排样的设计与计算:选择排样方法,确定搭边值,计算送料步距与条料宽
3、度,计算材料利用率,画出排样圆等。2) 计算冲压力:包括冲裁力,卸料力,推件力或顶件力。3) 计算模具的压力中心。4) 计算凸凹模工作部分尺寸并确定其制造公差。5) 弹性元件的选用。6选择与确定模具的主要零部件的结构与尺寸。7绘制装配图与零件图。8编写设计说明书。一 零件设计总图零件名称图号16材料H62厚度0.5mm 生产批量大批量二 冲压件的工艺分析 该零件形状简单,冲孔是圆,落料周边都是直线组成。由表2.3、表2.5查出,冲裁件内外形成能达到的经济精度为IT11。将以上精度与工件简图中所标注的尺寸公差相比较,可认为该工件的精度要求能够在冲裁加工中得到保证。其他尺寸标注,生产批量等情况,也都能满足冲裁的工艺要求,故决定采用冲孔落料连续冲裁模进行加工。三 冲裁工艺方案完成此工件需要冲孔、落料两道工序。其加工工艺方案分为以下3种:方案一:单工序模生产,先冲孔,后落料;方案二:复合模生产,冲孔落料复合冲压;方案三:连续模生产,冲孔落料连续冲压。各模具结构特点及比较如下表:模具种类比较项目单工序模复合模连续模冲压精度一般较低中、高级精度中、高级精度制件最大尺寸与材料厚度一般不受限制一般应在
《冷冲压模具设计与制造课程设计说明书冲孔落料连续模》由会员鲁**分享,可在线阅读,更多相关《冷冲压模具设计与制造课程设计说明书冲孔落料连续模》请在金锄头文库上搜索。
农产品上行合作协议经典版(八篇)
四川省雅安市七年级数学下学期期末考试试题答案
幼儿园教师听课记录表

英德市绿色建材项目合作计划书(范文)
体现核心素养的小学数学教学设计(共3页)
汽车配件库存周转率计算方法
基于单片机的音乐播放器设计

数控刀具使用管理规定

2022个人工作总结通用版5篇(个人工作总结范文)
综合管理部年度工作计划(2篇).doc
商丘钽金属销售项目招商引资方案_范文
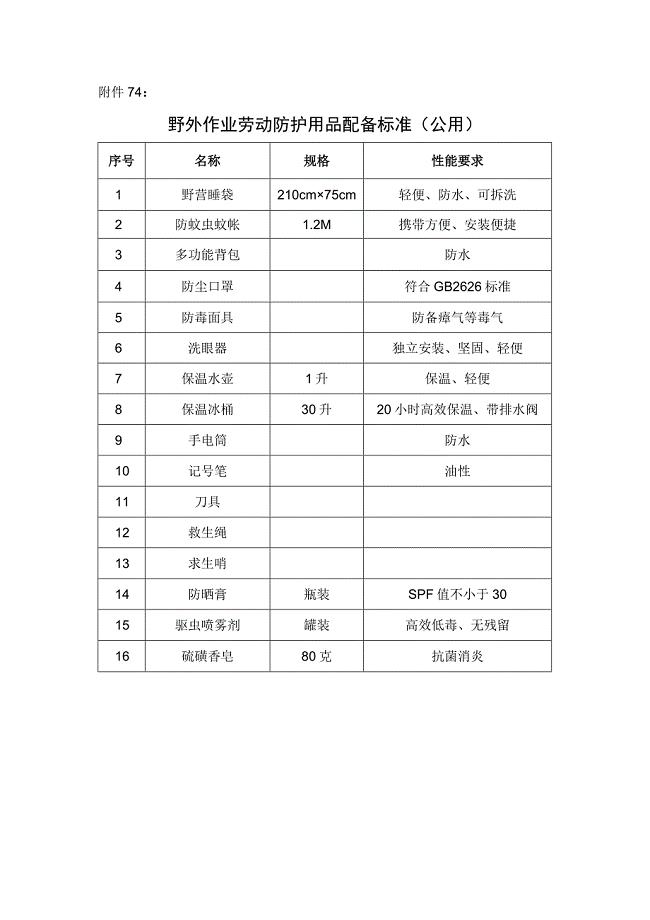
附件7.4 野外作业劳动保护用品配备标准(公用)
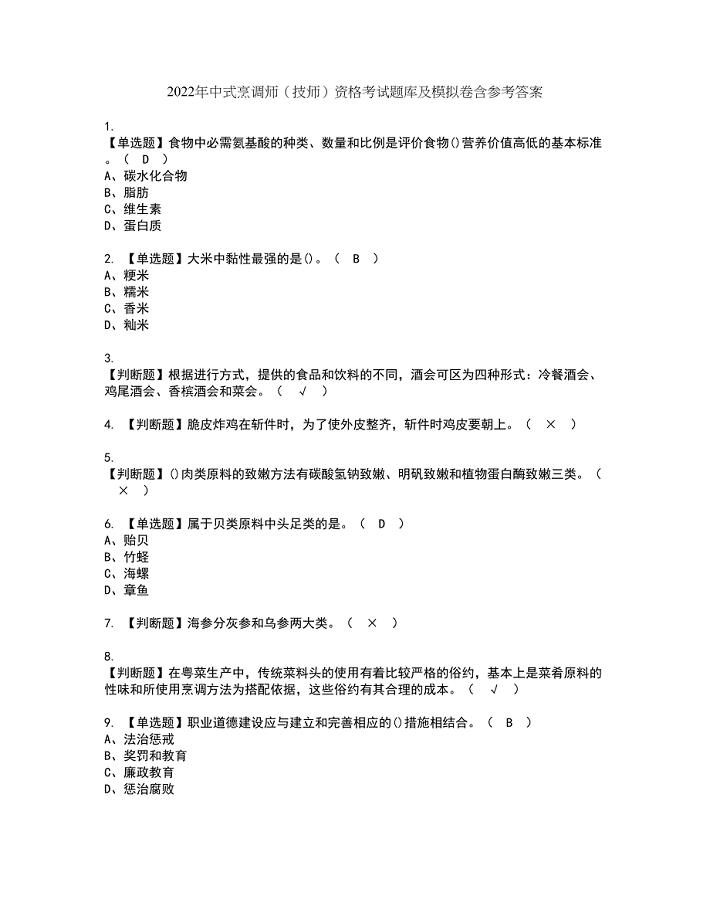
2022年中式烹调师(技师)资格考试题库及模拟卷含参考答案75
对阳极氧化的了解
有偿补课治理情况自查报告
长沙分子诊断研发项目建议书(模板参考)
幼师实习周记100篇(共5篇)
担保合同范文集合5篇.doc
2023年实用的工作计划3篇
2023年03月中共绵阳经济技术开发区工委党群工作部(四川省)上半年卫生事业单位公开招聘5名工作人员笔试参考题库+答案解析
 【精品】人教版必修2同步检测:unit 2 the olympic games 第4学时含答案
【精品】人教版必修2同步检测:unit 2 the olympic games 第4学时含答案
2023-08-15 6页
2022初三以时间为主题作文500字
2023-04-26 4页
2023年××村干部培训工作总结_村干部培训工作总结
2023-11-03 4页
最新订婚邀请函经典模板通用5篇
2022-08-13 3页
幼儿园教师集体培训计划范文(二篇).doc
2023-08-31 9页
江西省吉安县凤凰中学七年级语文下册马第一课时导学案无答案新人教版
2023-01-30 2页
《孟子》两章阅读答案
2023-06-26 4页
2023年央视《天宫课堂》第一课直播观后感
2022-09-02 10页
公司年会领导讲话稿优秀范文.doc
2024-01-10 11页
办公室内勤下半年工作计划范文(9篇).doc
2023-05-05 20页