
制罐工艺流程
8页
1、.三片罐制造技术(开卷剪切工艺)所谓三片罐,即罐身为一片,上盖和底盖各为一片。三片罐罐身制造的工艺流程为:马口铁印涂剪切焊接接缝补涂分切缩颈(扩颈、涨罐)滚筋翻边封口(盖)检漏全喷涂烘干包装上述工艺流程中,本章只讲述罐身剪切、焊接、缩颈、翻边、滚筋、封口等工序的机械成形加工技术。开卷剪切工艺一、开卷校平工艺通常,三片罐制造的第一道工序,应该是开卷校平,因为原材料一般都是以卷子料的形式购进的。对于罐身料来说,首先要开卷校平后,裁剪成块料,才能进行印刷;对于罐底盖料,也需要先开卷校平,再要裁剪成条后进行冲压,所以通常的制罐第一道工序就是开卷校平。如图5-1所示为常见的马口铁开卷、校平、剪切、堆垛生产线。三片罐制造技术(开卷剪切工艺)所谓三片罐,即罐身为一片,上盖和底盖各为一片。三片罐罐身制造的工艺流程为:马口铁印涂剪切焊接接缝补涂分切缩颈(扩颈、涨罐)滚筋翻边封口(盖)检漏全喷涂烘干包装上述工艺流程中,本章只讲述罐身剪切、焊接、缩颈、翻边、滚筋、封口等工序的机械成形加工技术。开卷剪切工艺一、开卷校平工艺通常,三片罐制造的第一道工序,应该是开卷校平,因为原材料一般都是以卷子料的形式购进的。对
2、于罐身料来说,首先要开卷校平后,裁剪成块料,才能进行印刷;对于罐底盖料,也需要先开卷校平,再要裁剪成条后进行冲压,所以通常的制罐第一道工序就是开卷校平。如图5-1所示为常见的马口铁开卷、校平、剪切、堆垛生产线。开卷下料机组一般包括送料小车、开卷机、校平机、剪板机、堆垛机等,也有的将后道的剪板机换成自动冲床,可直接进行冲压落料。开卷下料机组要求几台设备同步工作,因此,控制系统比较复杂。送料小车(图5-1开卷机旁边的小车)的作用是先将放在小车上的卷料送进开卷机。当开卷机胀轴伸进卷料空心后,胀轴胀开,把卷料夹紧后,.c.小车的升起活塞自动下降到最低位置后,小车退出。小车的移动一般为机械传动,由电动机、减速器和传动轴及滚轮组成。动力是由随车移动的软线供给。举升装置为液压传动的升降缸。开卷机都是安装在校平机的前面,其作用是把钢卷可靠地夹持住,同时可根据送进的速度使钢卷转动,并且保证输送的板料能正确地对准中心。开卷机夹持钢板卷是支撑卷料的孔。开卷机的径支撑部分由等分的三个或四个紧缺圆块组成。径大的用四瓣式,这样可以防止支撑不圆。三瓣式用于径较小的钢板卷。一般孔的支撑面积为60%即可,总之不能使钢卷
《制罐工艺流程》由会员m****分享,可在线阅读,更多相关《制罐工艺流程》请在金锄头文库上搜索。
中央空调施工技术交底
示儿课堂设计之二
内容管理系统CMS是基于bs架构的互联网信息发布系统
用心付出,暖心回报(教师专业成长故事)
2023年教师自我检讨书
四年级小数加减法练习
关于初一学生演讲稿汇编七篇
2022年安徽省蚌埠固镇县联考中考物理最后冲刺模拟试卷含解析
专业框架结构教学楼设计
建筑写生与对建筑的感受
企业管理第一节学习策略的概念
1无碰撞激波的MHD模拟方法
辞退员工管理与面谈技巧
高二作文之高中英语作文倡议书
咸鸭蛋的简易腌制方
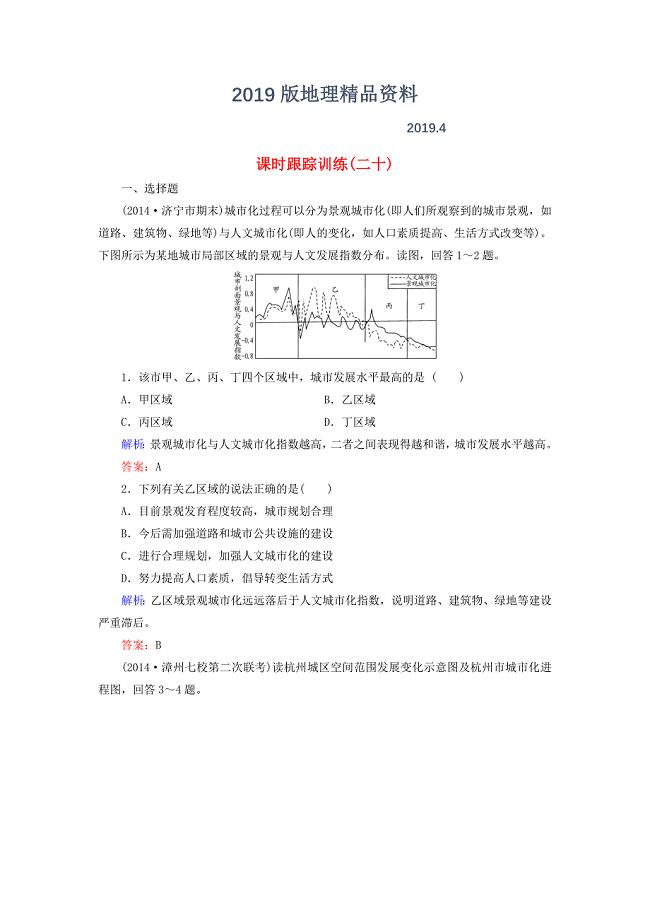
【与名师对话】新课标高考地理总复习 课时跟踪训练20
普通逻辑学复习资料
2023保洁年终总结模板(二篇).doc
军训心得体会作文最新10篇
2022年土地抵押担保借款合同
 公司科技特派员个人年终工作总结模板
公司科技特派员个人年终工作总结模板
2024-01-23 7页
实用教师工作心得体会模板6篇教师工作体验心得
2022-11-27 15页
农村矛盾纠纷排查调处工作制度
2023-01-21 1页
关于初一学生演讲稿汇编七篇
2022-10-31 12页
清除“圈子文化”拉帮结派问题交流材料
2023-03-20 4页
中班语言:恐龙妈妈藏蛋
2023-01-05 1页
辞退员工管理与面谈技巧
2024-02-14 18页
2021年最新置业顾问月度工作总结范文
2022-07-24 1页
高二作文之高中英语作文倡议书
2024-01-18 17页
理疗科康复科工作制度
2023-12-31 3页