
76mm杀爆弹
23页
1、 课程设计阐明书题 目: 6m 杀爆弹收口设计 课程名称: 弹箭制造工艺学 专 业: 弹药工程与爆炸技术 学 号: 姓 名: 指引教师: 柳泽鑫 能源与水利学院 6月课程设计成绩评估表课程设计题目6毫米杀爆弹收口设计专 业弹药工程与爆炸技术班级学号姓名评语指引教师签字:成绩日期 年 月 日弹箭制造工艺课程设计任务书学 院能源与水利学院专业弹药工程与爆炸技术学生姓名班级学号课程设计题目6毫米杀爆弹收口设计一、课程设计任务(题目)及规定(具体见课题目录)1、设计任务(题目): 6m杀爆弹收口设计 )、整顿弹体图纸;2)、完毕 收口 的加工工艺规程设计,形成整套工艺规程。)、完毕 收口 的工装设计,形成工装图纸一套;4)、完毕设计阐明不少于00字。 、规定)、按项目组指定人员,不得随意调换;2)、学生应在教师指引、组长的协调下完毕课程设计任务;二、工作筹划与进度安排:第一天:下发任务书,分组,解说课程设计思路,布置任务;第二天-第三天:完毕弹体总体工艺规程中工艺路线表的编制;第四天-第五天:完毕必要的工序卡片、检查卡片的编制,并形成整套工艺规程;第六天第七天:设计、计算重要工装,并形成整套图
2、纸。第八天第九天:撰写课程设计阐明书。第十天:答辩指引教师: 年 月 日专业负责人: 年 月 日学院教学副院长: 年 月 日摘要热冲孔是大、中口径钢质弹体毛坯和火箭弹战斗部壳体毛坯的重要成型措施。由于各类弹体构造上的不同,其热冲压工艺也有区别。弹体构造一般可分为两种类型:一种是整体弹体,如地面榴弹和高射榴弹的弹体;另一种为带底螺的弹体,如后膛特种弹、半穿甲弹等。本次设计的弹体为7m杀爆弹,为整体弹体,基本的加工过程为下料加热预压型冲孔拔伸冷却粗加工弹头部加热收口冷却检查精加工。本文侧重方向为拔伸结束后的收口工艺过程以及模具的设计。弹体收口的重要目的是得到合适的弹体弧形部,外弧形部是通过弹体模腔成型,而内弧形部则是靠收口过程自然成型。模具设计是收口的核心收口时要预先将毛坯收口部加热至合适温度,以避免收口时金属因变形抗力大使得内部产生裂纹,导致发射时的危险。由于收口时金属变形状况复杂,药室弧形部难以控制,影响因素较多,故为毛坯成型过程中的最难工序。核心字:热冲孔;收口;模具设计目录摘要I完整工艺流程12收口前加工11定中心孔12药室机械加工22.3机械加工质量检查22.4弹体加热.5收口4
3、.51收口的基本过程与收口系数2.2收口措施52.5.尺寸计算52.5.收口后质量检查3收口模具设计8.内形尺寸拟定.外形尺寸拟定93.3正料圈设计103.4热收口模具的材料、硬度及表面粗糙度1计算成果分析12参照文献3附图141完整工艺流程随武器装备的发展,弹药生产工艺的日益发展,热冲压是大、中口径钢质弹体毛坯和火箭弹战斗部毛坯的重要成型方式,其中收口是其中最难控制的环节。弹体毛坯的收口是为了获得相应弹体弧形部。本次设计76m杀爆弹使用的就是热冲孔工艺,弹头弧形部为热收口成型。在弹丸完毕拔伸工艺后,通过车床简朴的机械加工,将弹丸内腔达到相应形状,后通过电磁加热炉对弹体毛坯收口变形区进行加热,使弹体达到相应温度便于收口时变形区的变形,后通过模具收口完毕弹体坯料的基本成型。最后通过机械加工将成型后的弹体坯料加工成所需要的弹体。具体加工工艺流程为:下料检查加热清除氧化皮预压型热检查冲孔检查拔伸热检查冷却冷检查定中心孔粗加工机械加工检查弹体加热收口收口检查膛弹口粗车外形精车外形检查车弹口螺纹检查弹体表面喷砂表面质量检查弹体表面喷漆漆面质量检查本次重要研究的工艺流程为拔伸工艺结束后的定中心孔、
4、粗加工、机械加工检查、弹体加热、收口和收口检查。其中重点为弹体加热和收口。2收口前加工2.1定中心孔中心孔一般是作为工艺基准,一般用于工件装夹、检查、装配的定位。一般分为A型中心孔(不带护锥)、型中心孔(带120护锥)和C型中心孔(带螺孔)。见图.1。图.1三种中心孔类型本次设计使用的中心孔为型中心孔,外尺寸为8.5m,D为4m,t为.47mm,L为4.57m,L为39m。定中心孔的重要目的为保证弹丸加工过程时的轴向对齐,一方面保证加工时弹体的厚度一致,避免在弹丸膛内运动时的受力不均匀,导致弹丸在膛内破裂或发生早炸;另一方面保证弹丸质量的均匀,减少膛内运动时的震动,减少外弹道上的误差,保证发射时的安全性,并保证发射时的精度;另一方面保证弹丸装药时的对称,保证弹体上受到的装填物压力足够均匀。在定中心孔时,应考虑某些问题:1中心孔的位置:使其达到定位作用。2中心孔的深度:中心孔不可以过深,避免打的过深后影响弹底中心的厚度,影响发射安全性;也不可以过浅,这会导致定位时弹体中心的偏移。3中心孔的形状:应便于加工,一次成型,并保证装夹后不发生移动和偏移。常用的中心孔的加工工艺措施:1、车外圆车端
《76mm杀爆弹》由会员新**分享,可在线阅读,更多相关《76mm杀爆弹》请在金锄头文库上搜索。
小学二年级班主任工作计划表样本范文
Module5Cloning单元学案
2023年临时物业合同(8份范本)
北京比较全的分户验收方案
普通员工个人年终总结标准范本(5篇).doc
海的女儿读后感400字
暑假趣事作文精选最新600字5篇
建设项目可行性报告范文
铁路安全教育心得体会范文
中班语言说课稿锦集九篇
演讲稿群众在我心中
锅炉爆炸事故专项应急预案(2021
自动控制设计规范采暖通风和空气调节系统
2023离婚协议书(156)(二篇)
游艇码头规划环评简本5篇范文
2022年关于会计专业毕业生自我鉴定五篇
2022年大班课堂活动方案
一年级复习句子
大学生暑假个人计划(二篇).doc
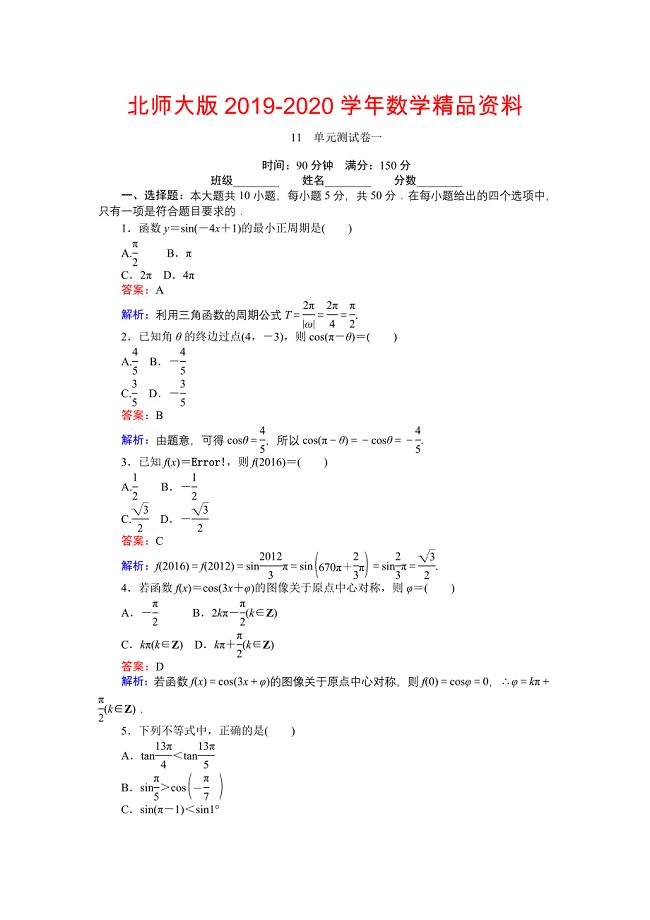
高中北师大版数学必修445分钟课时作业与单元测试卷:11单元测试卷一 Word版含解析
 杨家将读后感
杨家将读后感
2023-06-26 16页
高中英语 Unit2 The United Kingdom学案(无答案)新人教版必修5
2023-03-10 2页
静压PHC管桩专项施工方案
2023-06-25 26页
工厂设备维修流程管理制度
2023-08-21 11页
中班数学公开课教案及教学反思《小动物坐火车》
2024-01-01 2页
合成作业区安全检查管理制度
2022-09-08 15页
我的老师优秀作文15篇
2023-09-27 29页
精选顶岗实习总结模板10篇
2022-07-23 10页
2018教师个人述职述廉报告.docx
2023-03-30 13页
大班社会活动元宵花灯会教案反思
2022-11-30 3页