
管件加工工艺要点
3页
1、管件加工工艺要点弯管采用中频感应加热成形,根据材料不同,控制弯管温度和冷却方法。热压三通:采用径向补偿工艺成形。加热温度控制在8501100。质量控制的要点:主要包括原材料选用、压制工艺(压制温度、模具道次、模具形状、尺寸);热处理炉炉温检测,热处理工艺控制;检验手段(金相、硬度、无损探伤、光谱,几何尺寸检验)热压弯头:采用模具压,内置芯撑、端撑成形,加热温度控制在8501100。质量控制主要通过成形控制(模具尺寸形状、芯撑、端撑形状、压制温度);热处理炉炉温检测、热处理工艺;检验手段(金相、硬度、无损探伤、光谱,几何尺寸检验)推制弯头:采用感应加热,在芯棒上 推制成形,主要控制推制工艺。下料 管件所用材料主要为管子、板材和棒材,根据材料特性和产品所用坯料的形状选择下料方法。坯料的形状、尺寸和其它要求根据不同产品的工艺规定进行。 对于管子,常用的下料方法有带锯床或弓锯床切割、气割、等离子切割。 对于板材,常用的下料方法有气割、等离子切割、冲床冲切。 对于棒材,常用的下料方法有带锯床或弓锯床切割、冲剪切割。 成形(焊接) 对所有管件的制造工艺来说,成形是其不可缺少的工序。因不同产品的成形
2、工艺不尽相同,需要的篇幅较长,将在第15.2.4节中另外予以描述。这里,对部分成形工序中所包括的加热及焊接作一概略介绍。 a. 加热 对采用热成形方法制造管件而言,为满足成形工艺中对材料变形的要求,成形时需要对坯料进行加热。加热温度通常视材料和工艺需要确定。 热推弯头或热弯弯管成形时,通常采用中频或高频感应加热的方法,也有采用火焰加热的方法。这种加热方式是与弯头或弯管成形过程同步进行的连续加热,管坯在运动中被加热并完成成形过程。 热压弯头、热压三通或锻件成形时,通常采用反射炉加热的方法、火焰加热的方法、感应加热的方法或电炉加热的方法等。这种加热是先行将管坯加热到所需要的温度,再放入模具中压制或锻制成形。 b. 焊接 带焊缝的管件包括两种情况,一种是用焊管制造的管件,对管件制造厂来说,采用焊管的成形工艺与采用无缝管的成形工艺基本相同,管件成形过程不包括焊接工序;另一种是由管件制造厂完成管件成形所需要的焊接工序,如单片压制后再进行组装焊接成形的弯头、用钢板卷筒后焊接成管坯再进行压制的三通等。 管件的焊接方法常用的有手工电弧焊、气体保护焊以及自动焊等。 制造厂应编制焊接工艺规程用以指导焊接工
《管件加工工艺要点》由会员s9****2分享,可在线阅读,更多相关《管件加工工艺要点》请在金锄头文库上搜索。
元宵节活动主题方案模板(4篇)
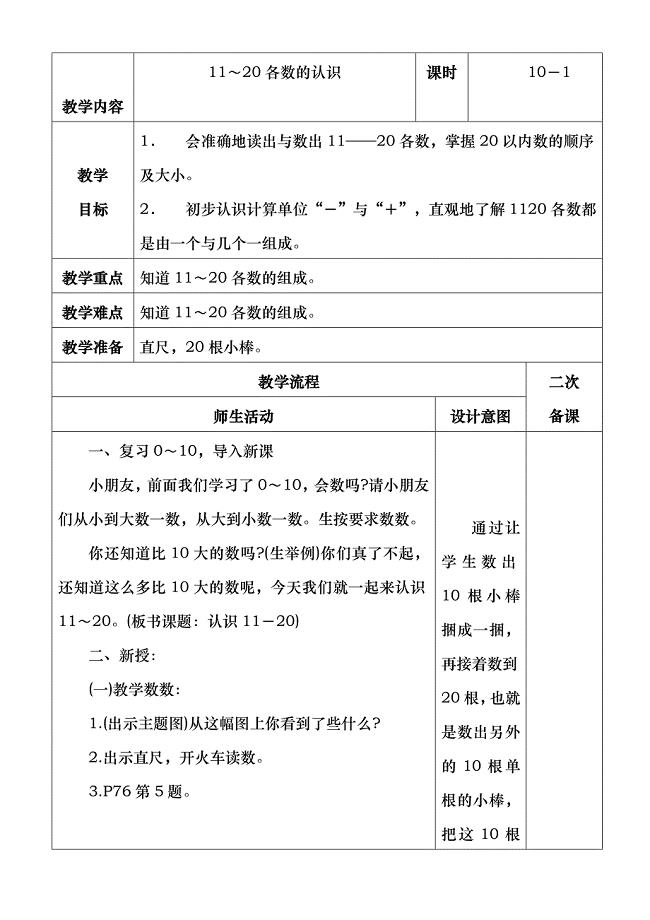
人教版数学一年级上册第六单元1120各数的认识教案
浙江省建筑现场施工安全管理规范DB33-T1116-2015
2023年企业工作总结及2023年工作计划6篇
2011-2012概率论与数理统计期末考试(A)
国税开展两提一优活动方案
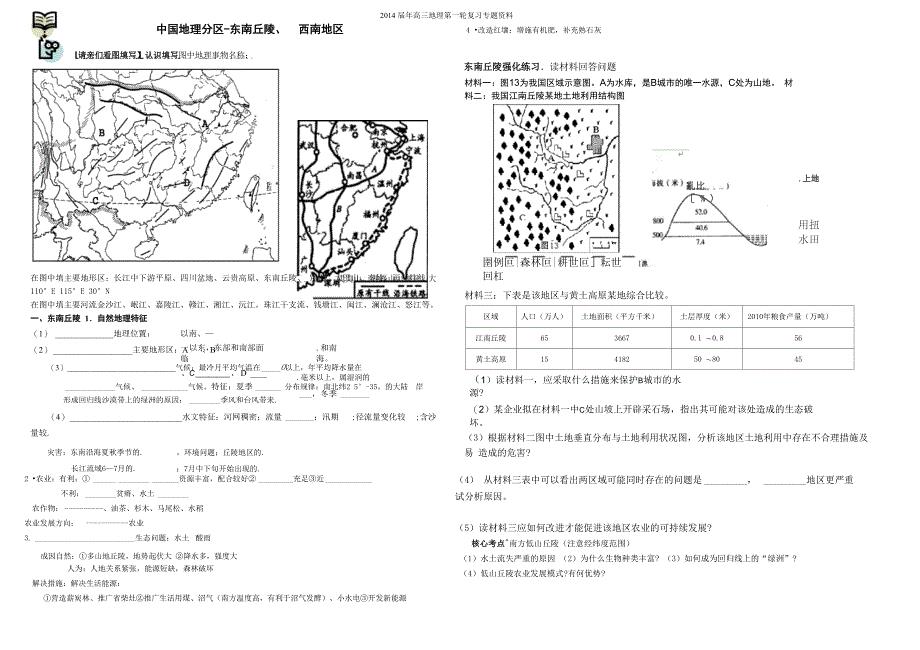
东南丘陵西南2013
某某新生代企业家商会关于抗击新冠肺炎疫情的倡议书
2018年河南省中考数学试卷(备用卷)(有乱码)
2023年中学英语教师招聘面试说课稿

店铺房屋租赁合同范文
《全国民用建筑工程设计技术措施2009_电气》

股权赠与协议简易参考范文(3篇).doc

调度室管理制度
2019年日历表-空白-每月打印-计划表
阅览室规章制度常用版(五篇)
最新老师教学个人工作计划4篇(学校教师个人工作计划)

正方体展开图口诀

哦香雪好词好句
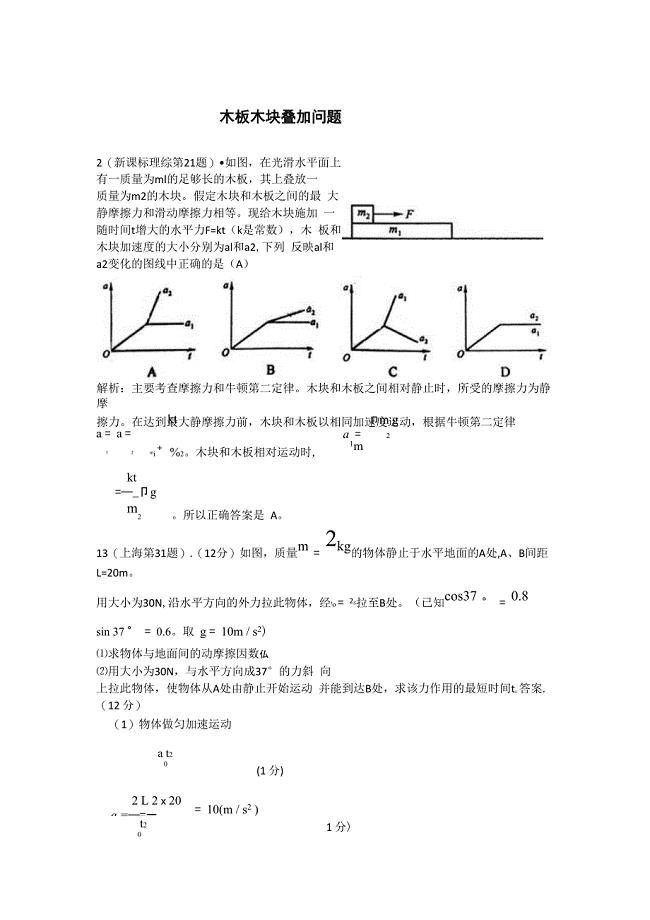
木板木块叠加问题
 酶工程的应用及发展前景
酶工程的应用及发展前景
2022-09-18 10页
建筑防水质量控制毕业论
2023-10-24 17页
科目:会计基础、课程:会计的概念与目标考试题及答案
2023-01-13 16页
电镀工安全技术操作规程
2024-01-07 4页
房地产报纸广告文案集锦
2023-04-09 60页
建筑法规教案
2023-04-20 7页
ktv经营策划
2023-12-14 6页
湖南工程职业技术学
2023-08-10 11页
PLC可编程逻辑控制器的工作原理
2023-10-19 2页
物业管理对从土建和安装工程的要求
2023-10-31 6页