
HGJ 202-82脱脂工程施工及验收规范
16页
1、脱脂工程施工及验收规范中华人民共和国化学工业部部标准HGJ 202-82批准部门:化学工业部实行日期:一九八三年一月一日化学工业部文件(82)化基字第901号关于颁发脱脂工程施工及验收规范的通知”由兰州化学工业公司建设公司负责修订的脱脂工程施工及验收规范已会审定稿,现予以批准,自一九八三年一月一日起实行(编号为HGJ20282)。在实行过程中要注意积累资料,有什么问题,望随时函告部基建局,以便汇总再作修订。本规范由部基建局负责管理和解释。一九八二年八月四日修订说明脱脂施工及验收技术规程(炼化建00274)自一九七四年颁发试行以来,发挥了应有的作用。由于脱脂技术的不断发展,脱脂经验的不断丰富,部指定兰州化学工业公司建设公司对该规程试行本进行了全面修订,经过调研、试验、召开专业讨论会,最后经会议审查定稿并正式定为脱脂工程施工及验收规范(HGJ20282)。在修订过程中,广泛征得化工设计院、施工企业及生产、科研单位的意见,同时得到机械、冶金、石油等部,四川、上海、武汉等省、市有关单位的支持,于此表示感谢。本规范由化学工业部基本建设局负责管理和解释。希各单位在执行过程中,将发现的问题随时函告我
2、局,以利下次修订。化学工业部基本建设局一九八二年七月目 录第一章 总则第二章 一般规定第三章 设备脱脂第四章 管子、管件和阀门的脱脂第五章 检验第六章 安全技术附表一 常用脱脂剂的部分特性数据附表二 碱性脱脂液配方及使用条件附表三 非离子型金属清洗剂“664”配方及使用条件附表四 W4l、W25气相防锈纸的用途附表五 BF7、CF4气相防锈塑料薄膜的用途第一章 总 则第10l条 本规范适用于化工工程建设中的忌油设备、管子、管件、阀门等的脱脂。第102条 设备、管子、管件、阀门等,必须根据设计文件或下列规定,按本规范进行脱脂:一、输送、贮存的物料遇油脂等有机物可能发生燃烧或爆作者;二、油脂等有机物能与输送、贮存的物料相混合并能改变物料的使用特性者;三、油脂等有机物对触媒的活性有影响者;四、油脂等有机物对产品纯度有影响者;五、由于酸洗;需进行脱脂处理者。第103条 设计对脱脂另有要求者,应按设计文件的规定执行。第104条 脱脂剂的贮运设施,应按炼油化工企业设计防火规定执行。第二章 一般规定第201条 设备、管子、管件、阀门等的脱脂应在系统气密性试验前完成。第202条 脱脂施工前,施工部门必
3、须编制专用的脱脂操作规程。参加脱脂施工的人员,必须根据本规范及编制的专用操作规程进行施工。第203条 有明显油迹和污垢的零部件,在脱脂前可先用煤油等溶剂或其它方法清除油迹和污垢,然后再用脱脂剂脱脂。在整个过程中均须采取相应的安全措施。第204条 脱脂剂应按设计要求选用。如设计无规定时,施工部门应根据脱脂件的材质、结构、污染程度、现场条件、生产介质及其因沾染油脂而造成的危险或危害程度,选择相应的脱脂剂和脱脂方法。第205条 脱脂剂可按表205选用(常用脱脂剂的部分特性数据见附表一)。表205 常用脱脂剂 表205第206条 脱脂剂或用于配制脱脂剂的化学制品必须具有合格证。脱脂剂在使用前应按技术条件对其外观、不挥发物、水分、反应介质、油脂含量进行复验,使用过程中应作阶段性检查。第207条 用于脱脂的有机熔剂含油量不应大于50毫克升。对于含油量较大的溶剂可用于粗脱脂,然后用清洁的溶剂进行再次脱脂。含油量大于500毫克升的溶剂必须经过再生处理,并经检验合格后,方可作为脱脂剂。第208条 二氯乙烷、四氯化碳、三氯乙烯在一定条件下均能水解生成盐酸腐蚀金属。因此,在采用这类溶剂时,脱脂件不得含有水分
4、。第209条 脱脂、检验及安装所用的工具、量具、仪表等必须按脱脂件的要求预先脱脂。未经脱脂者,不得使用。经脱脂的工具、量具、仪表等应有专用柜存放,并由专人保管。工作服、鞋、手套等劳保用品必须干净无油。第2010条 脱脂应在室外或有通风装置的室内、器内进行。脱脂现场要求通风良好,不受雨水、尘土等的侵染。脱脂剂不应受阳光直接照射。第20ll条 脱脂件应在脱脂后及时将其内部的液态脱脂剂排放尽,严禁用蒸发干燥的方法清除残液。第2012条 清除脱脂件表面上的溶剂,直至无残液和无气味为止。其方法:一、可用清洁无油干燥的空气或氮气吹净;二、当用二氯乙烷或酒精等易燃溶剂脱脂时,只许用纯度等于或大于95(按容积计)的氮气吹净或在空气流通处晾干;三、对于构造不复杂、体积较小的脱脂件,可在大气中自然通风24小时以上;四、为缩短吹净时间,可用预热至5060的空气或氮气进行吹除;。五、可用干净脱脂棉外敷织物且缚于长杆上的沾取包,清除器底的渣屑残液。第2013条 为加速清除残存熔剂,在脱脂件允许时可用清洁无油的蒸汽吹除。第2014条 采用擦拭法脱脂时,不宜使用棉纱,应用纤维不易脱落的布、丝绸、玻璃纤维织物等脱脂后
《HGJ 202-82脱脂工程施工及验收规范》由会员人***分享,可在线阅读,更多相关《HGJ 202-82脱脂工程施工及验收规范》请在金锄头文库上搜索。
出租车租赁协议简单模板(三篇).doc
2023年上半年个人工作总结样本(二篇)
2023研究性课题的开题报告
一年级新教材解读学习收获
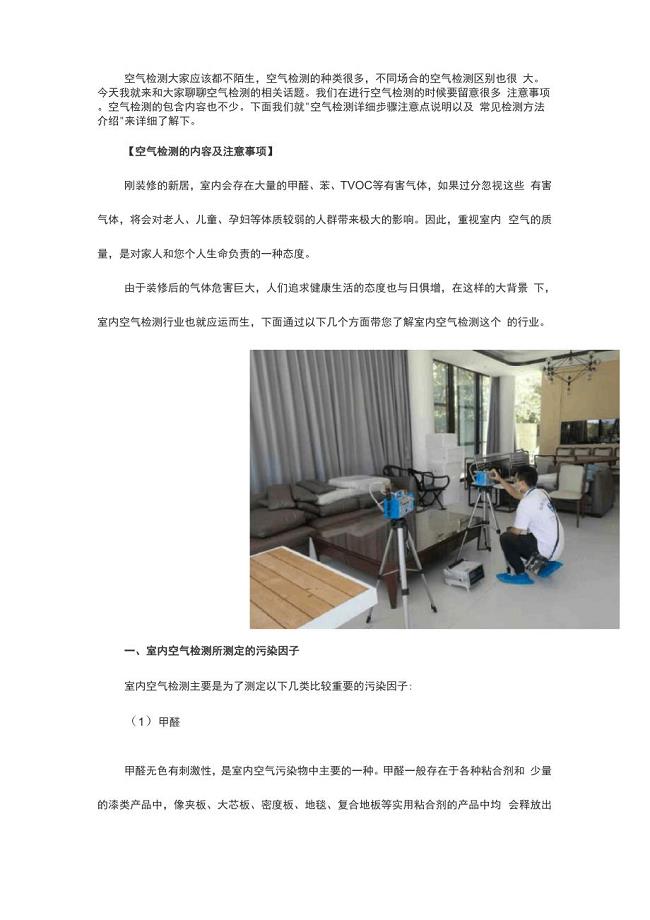
空气检测详细步骤注意点说明以及常见检测方法介绍
2023年管材渠道销售工作计划

水泥搅拌桩施工作业指导书2.26
木工机械安全知识
投标工程施工合作协议(十一篇).doc
数字信号处理报告
乳化液泵站司机培训教案
客服培训心得体会模板5份
以时间为题的演讲稿范文
假离婚财产纠纷-法律常识
语文高考作文素材
河北关于成立自动化零部件公司可行性研究报告(DOC 91页)
苏教版国标本五年级上册数学月考试卷10月份
种大蒜日记(13篇)
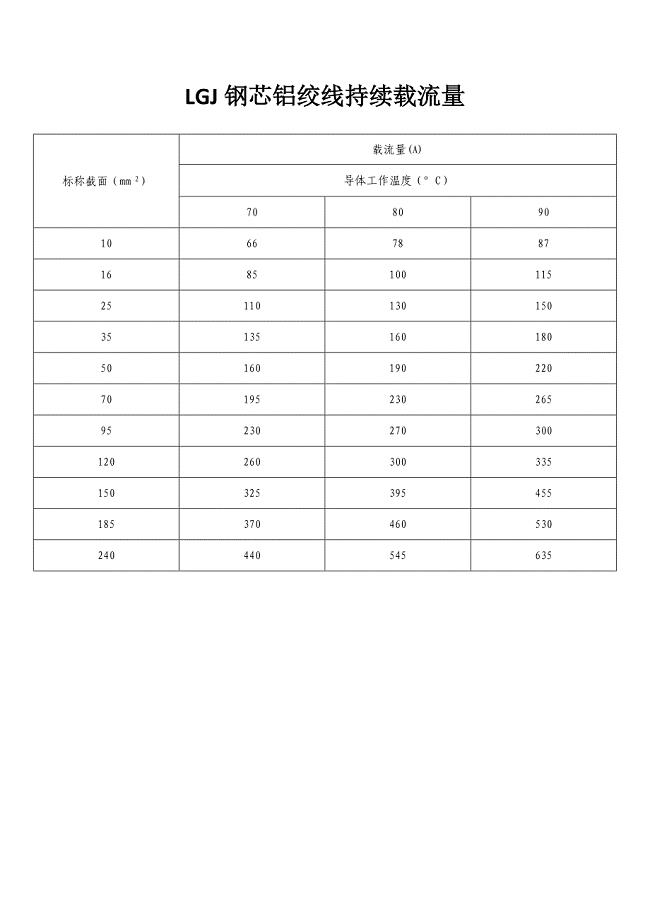
钢芯铝绞线、架空绝缘线载流量表
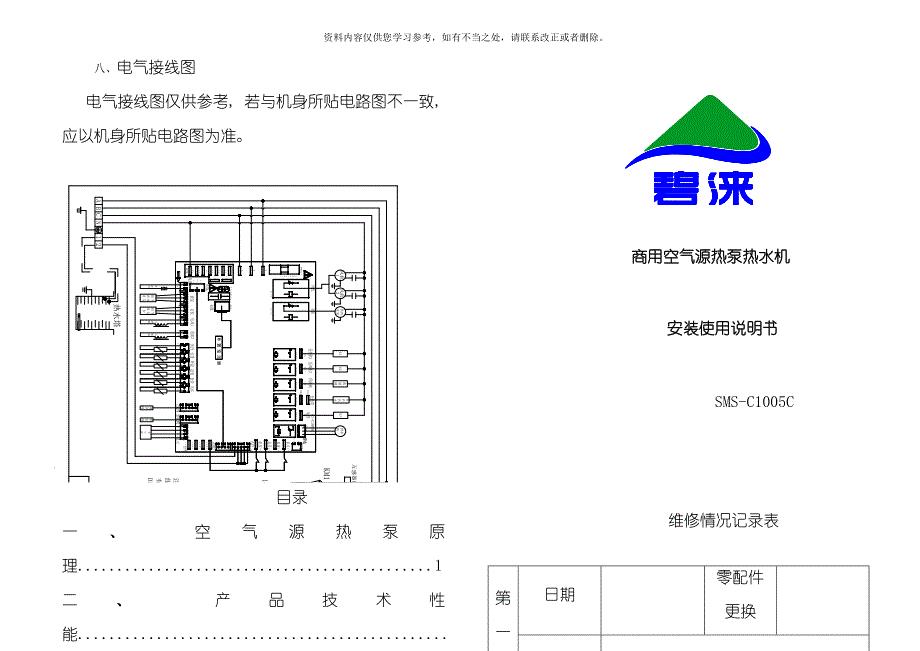
碧莱空气能热水器说明书样本
 金X湾酒店总经理办公室管理实务
金X湾酒店总经理办公室管理实务
2023-05-26 35页
调查背景目的与流程
2022-12-12 11页
公路工程试验检测材料试题参考
2023-10-14 9页
郴州关于成立有机硅添加剂公司可行性报告_范文
2023-04-26 120页
亮化工程项目的施工组织范本
2023-07-05 17页
公路改扩建工程施工组织设计
2023-12-14 47页
XXXX年月份国内燃气事故简报
2023-11-23 68页
重庆市会计人员网上继续教育问题答疑
2023-02-06 6页
构建最佳客户忠诚计划的15条原则
2022-11-16 2页
变电站换流站工程施工现场关键点作业安全管控措施合订本
2022-11-17 50页