
普通导流叶片设计与加工设计说明
35页
1、 .普通导流叶片设计与加工毕业设计年 级:2014级报 名 号:007姓 名:XXX专 业:机械制造与其自动化专业 2014年 6 月 / 容 摘 要在如今的加工制造业中,叶片因其多向受力不均、外形不规则、工艺复杂而被认定为一种加工比较复杂困难的产品。导流叶片是一种叶形较薄的叶片,因此,这种叶片的加工比较困难,既要考虑叶片加工时的振动,又要考虑实际加工效率问题,所以,设计一种简单实用,装夹方便的工装,对零件的成批量生产具有重要意义。 本文就是针对这种叶片特点来制定的一种加工工艺,用以解决实际加工中的各种问题。关键词:导流叶片;加工困难;制造;工装ABSTRACTIn todays manufacturing, leaves because of its multiple uneven stress, irregular shape, complicated process and has been recognized as a complicated process difficult products. Guide vane is a leaf, leaf thin therefo
2、re, processing of the vane is difficult, not only to consider the blade vibration during processing, but also to consider the issue, so actual machining efficiency, design a simple and practical, convenient clamping fixture, has the vital significance to the mass production parts. A processing technology of this paper is aiming at the leaf characteristics to develop, to solve practical problems in processing.KEY WORDS: guide vane; difficulties in processing manufacturing; tooling;目 录第1章绪论61.1 涡轮
3、、叶片概述61.2 涡轮、叶片数控加工的历史、现状61.3 叶片加工发展趋势8第2章 叶片加工102.1 叶片加工方法102.2 毛坯的制作112.2.1选取毛坯112.2.2毛坯线切割粗加工122.3 工装设计14第3章 工艺设计17 3.1工艺分析简介17 3.2叶片模型工艺分析19 3.3叶片加工整体工艺21第4章程序264.1 加工过程的开始阶段程序264.2 加工过程的中间阶段程序26 4.2.1粗加工程序26 4.2.2精加工程序274.3 加工的最后阶段程序31总结32致33参考文献34引言 航空发动机的历史大致可分为两个时期。第一个时期从首次动力开始到第二次世界大战结束。在这个时期,活塞式发动机统治了40年左右。第二个时期从第二次世界大战至今。60多年来,航空燃气涡轮发动机取代了活塞式发动机。随着航空燃气涡轮发动机的发展,由其改型派生的非航空用轻型燃气轮机迅速成长。与传统的蒸汽轮机、重型燃气轮机和柴油机相比,航改燃气轮机具有体积小、重量轻、功率重量比大、启动快、功率高、维修方便等特点,在车辆、发电、舰船、泵站等非航空领域得到广泛的应用,对国防建设和国民经济发展发挥了重要
4、的作用,成为航空动力三大支柱产业之一。航改燃气轮机的工作最早在20世纪40年代开始,经过50年代的不断努力,到60年代逐步成熟进入实用阶段,70年代以后蓬勃发展。各大航空发动机公司都在大力开发燃气轮机,电力、船舶行业的动力公司也在借用航空发动机技术开发燃气轮机。目前,世界上已有20多个国家、100余家厂商从事燃气轮机的成套设计、研制、生产、和销售,机组型号达300种以上,总产量超过34000台。航改燃气轮机的工作原理基本与涡浆/涡轴发动机的一样,通过输出输出轴功率带动车轮、叶轮、船用螺旋桨和发电机工作。发动机是飞机的心脏,而涡轮叶片则是发动机的重要部分。第1章 绪论1.1涡轮、叶片概述涡轮叶片是指涡轮工作叶片和导向叶片。工作叶片的外型结构由叶身、缘板、过渡段、榫齿等组成,型结构包括横向肋、纵向肋、找流柱和积叠轴。导向叶片由外缘板、叶身和缘板构成。 涡轮是处于燃烧室后面的一个高温部件,燃烧室中产生的高温高压燃气首先经过燃气导向叶片,此时会被整流并通过在收敛管道中将部分压力能转化为动能而加速,最后被赋予一定的角度以更有效地冲击涡轮工作叶片。 涡轮叶片处于温度最高、应力最复杂、环境最恶劣的部
《普通导流叶片设计与加工设计说明》由会员工****分享,可在线阅读,更多相关《普通导流叶片设计与加工设计说明》请在金锄头文库上搜索。
《本草纲目》颈椎病治疗偏方
护士长素质与管理技巧
最美女教师张丽莉感人事迹学习心得体会

建设工程工程量清单计价规范2008版

最新工程资料管理制度
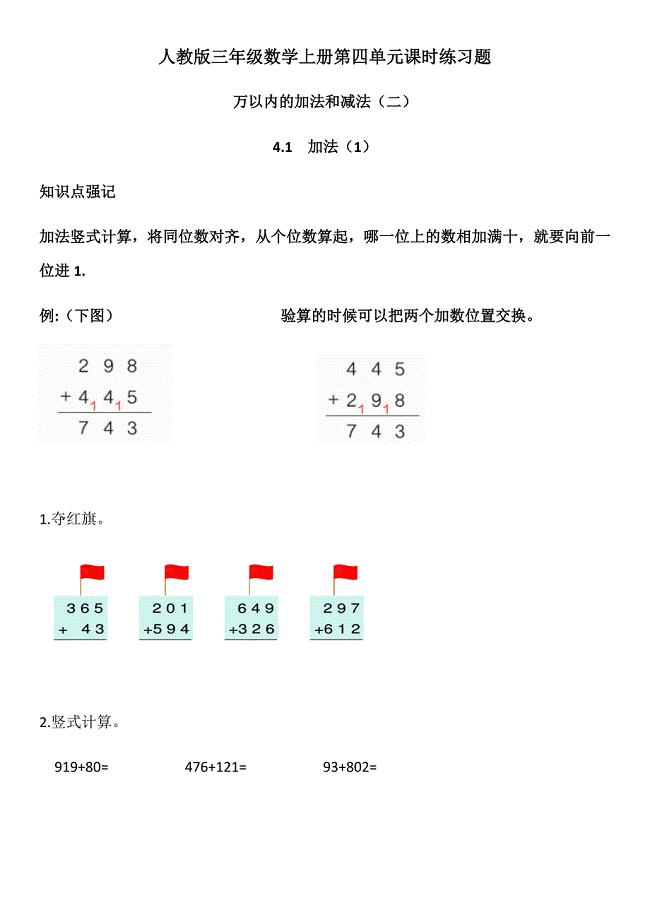
人教版三年级数学上册第四单元课时练习题
机动车倒车时应做到
风行汽车D19柴油车油耗三包协议
面越经营手册
某电子商务公司薪酬管理制度管理【精选文档】
城市社区工作流程
毕业设计论文基于单片机的电话拨号防盗报警器设计
修订版图书上市前如何策划等
MS 5 安装 for Windows XP
公务员考试专业科目:计算机——软件工程
个人住房银行贷款抵押合同范本
某食品广告策划书
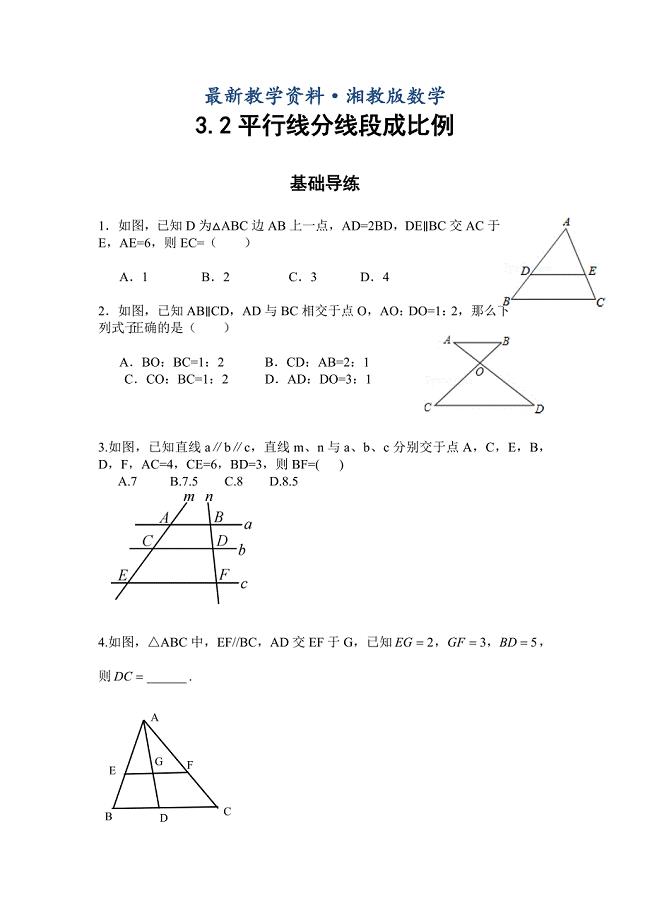
最新【湘教版】九年级数学上册:3.2平行线分线段成比例同步练习及答案

电工学电子技术第七版下册答案
东北大学21春《分析化学》在线作业一满分答案52
 黑龙江PCB设备项目可行性研究报告【模板范文】
黑龙江PCB设备项目可行性研究报告【模板范文】
2022-12-28 162页
临时用电施工方案doc(新)
2023-11-28 56页
(完整)青年教师培训心得体会5篇
2023-04-05 13页
崇左关于成立智能卡公司可行性研究报告_范文参考
2023-07-02 124页
九年级历史上册第六单元欧美资产阶级革命第16课美国的独立提高练习川教版
2023-12-10 6页
安全施工安全运输措施
2022-11-11 6页
乐山机器视觉设备项目商业计划书_模板
2023-07-11 155页
邮政演讲稿忙碌的邮政人
2023-09-28 3页
大学生职业生涯规划书 模板
2023-11-08 33页
公务员考试专业科目:计算机——软件工程
2023-02-06 13页