
常见焊接质量缺陷
6页
1、电除尘器常见焊接质量缺陷分析一、焊缝成型差1现象焊缝波纹粗劣,焊缝不均匀、不整齐,焊缝与母材不圆滑过渡,焊接接头差,焊缝高低不平。2原因分析焊缝成型差的原因有:焊件坡口角度不当或装配间隙不均匀; 焊口清理不干净;焊接电流过 大或过小;焊接中运条(枪)速度过快或过慢;焊条(枪)摆动幅度过大或过小;焊条(枪) 施焊角度选择不当等。3、防治措施焊件的坡口角度和装配间隙必须符合图纸设计或所执行标准的要求。焊件坡口打磨清理干净,无锈、无垢、无脂等污物杂质,露出金属光泽。加强焊接联系,提高焊接操作水平,熟悉焊接施工环境。根据不同的焊接位置、焊接方法、不同的对口间隙等,按照焊接工艺卡和操作技能要求, 选择合理的焊接电流参数、施焊速度和焊条(枪)的角度。4、治理措施加强焊后自检和专检,发现问题及时处理;对于焊缝成型差的焊缝,进行打磨、补焊;达不到验收标准要求,成型太差的焊缝实行割口或换件重焊;加强焊接验收标准的学习,严格按照标准施工。、焊缝宽窄差不合格1现象焊缝边缘不匀直,焊缝宽窄差大于 3伽。2原因分析焊条(枪)摆动幅度不一致,部分地方幅度过大,部分地方摆动过小;焊条(枪)角度不合 适;焊接位置困难
2、,妨碍焊接人员视线。3、防治措施加强焊工焊接责任心,提高焊接时的注意力;采取正确的焊条(枪)角度;熟悉现场焊接位置,提前制定必要焊接施工措施。4、治理措施加强练习,提高焊工的操作技术水平,提高克服困难位置焊接的能力;提高焊工质量意识,重视焊缝外观质量;焊缝盖面完毕,及时进行检查,对不合格的焊缝进行修磨,必要时进行补焊。三、咬边1现象焊缝与木材熔合不好,出现沟槽,深度大于 0.5伽,总长度大于焊缝长度的1.5%或大于验 收标准要求的长度。2原因分析焊接线能量大,电弧过长,焊条(枪)角度不当,焊条(丝)送进速度不合适等都是造成咬 边的原因。3、治理措施根据焊接项目、位置,焊接规范的要求,选择合适的电流参数;控制电弧长度,尽量使用短弧焊接;掌握必要的运条(枪)方法和技巧;焊条(丝)送进速度与所选焊接电流参数协调;注意焊缝边缘与母材熔化结合时的焊条(枪)角度。4、治理措施对检查中发现的焊缝咬边,进行打磨清理、补焊,使之符合验收标准要求;加强质量标准的学习,提高焊工质量意识;加强练习,提高防止咬边缺陷的操作技能。四、错边超差1现象2901-1B表现为焊缝两侧外壁母材不在同一平面上, 错口量大于图
3、样及材料拼接工艺守则 的规定。2原因分析焊件对口不符合要求,焊工在对口不合适的情况下点固和焊接。3、防治措施加强安装工的培训和责任心;对口过程中使用必要的测量工器具;对于对口不符合要求的焊件,焊工不得点固和焊接。4、治理措施加强标准和安装技能学习,提高安装工技术水平;对于产生错口,不符合验收标准的焊接接头,采取割除、重新对口和焊接。五、弧坑1现象焊接收弧过程中形成表面凹陷,并常伴随着缩孔、裂纹等缺陷。2原因分析焊接收弧中熔池不饱满就进行收弧, 停止焊接,焊工对收弧情况估计不足,停弧时间掌握不 准。3、防治措施延长收弧时间;采取正确的收弧方法。4、治理措施加强焊工操作技能练习,掌握各种收弧、停弧和接头的焊接操作方法;加强焊工责任心;对已经形成对弧坑进行打磨清理并补焊。六、表面气孔1现象焊接过程中,熔池中的气体未完全溢出熔池(一部分溢出),而熔池已经凝固,在焊缝表面 形成孔洞。2原因分析焊接过程中由于防风措施不严格,熔池混入气体;焊接材料没有经过烘培或烘培不符合要求, 焊丝清理不干净,在焊接过程中自身产生气体 进入熔池;熔池温度低,凝固时间短;焊件清理不干净,杂质在焊接高温时产生气体进入熔池;电弧过长,气焊时保护气体流量过大或过小,保护效果不好等。3、防治措施母材、焊丝按照要求清理干净。焊条按照要求烘培。防风措施严格,无穿堂风等。选用合适的焊接线能量参数,焊接速度不能过快,电弧不能过长,正确掌握起弧、运条、 息弧等操作要领。气焊时保护气流流量合适,气体纯度符合要求。4、治理措施焊接材料、母材打磨清理等严格按照规定执行;加强焊工练习,提高操作水平和操作经验;对有表面气孔的焊缝,机械打磨清除缺陷,必要时进行补焊。七、未熔合1现象未熔合主要是根部未熔合、层间未熔合两种。根部未熔合主要是打底过程中焊缝金属与母材 金属以及焊接接头未熔合;层间未熔合主要是多层多道焊接过程中层与层间的焊缝金属未熔合。2原因分析造成未熔合的主要原因是焊接线能量小,焊接速度快或操作手法不恰当。3、防治措施适当加大焊接电流,提高焊接线能量;焊接速度适当,不能过快;熟练操作技能,焊条(枪)角度正确。4、治理措施加强练习,提高操作技术,焊工责任心强;针对不同的母材、焊材,制定处理不同位置未熔合缺陷相应的措施并执行质量管理小组2008.10.18如有侵权请联系告知删除,感谢你们的配合!
《常见焊接质量缺陷》由会员cn****1分享,可在线阅读,更多相关《常见焊接质量缺陷》请在金锄头文库上搜索。

热门担保合同汇总6篇

天然气安全事故案例3篇
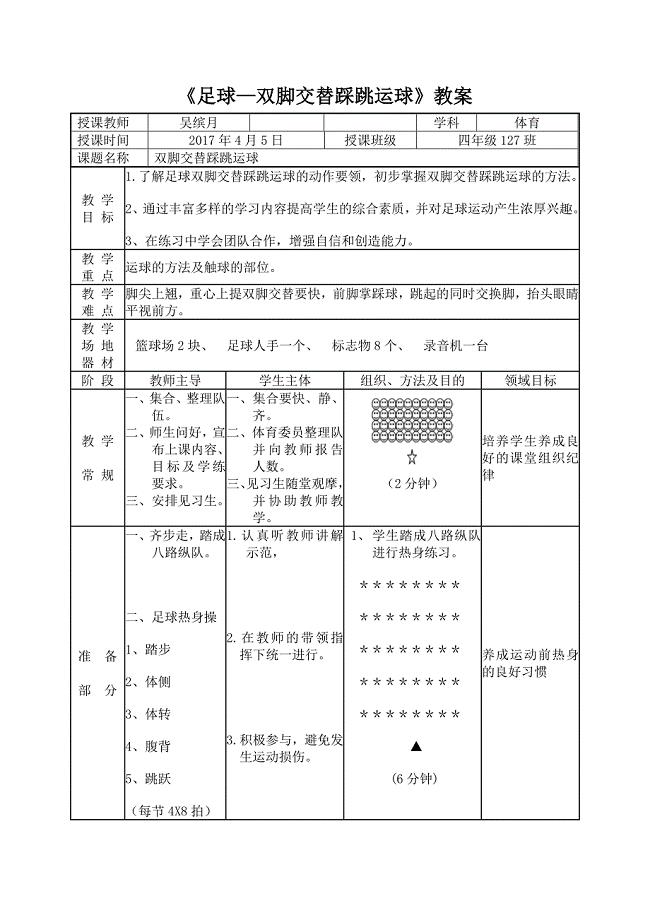
《足球—双脚交替踩跳运球》教案
一年级语文下册练习2教学设计及反思
新标准英语第十册练习题

关于儿童节游乐场活动方案
托马斯《常识》读后感
一级结构工程师专业资格证书资格考核试题附参考答案32
2020年现浇梁(综合)施工技术考核复习题库258题(含标准答案)
呼吸内科医生个人年终工作总结
青年教师个人成长计划3
毕业实习生辞职报告

个人工作总结(上传)
n客运专线铁路路基工程施工质量验收暂行标准
江苏省涟水县第一中学高中数学选择结构导学案无答案苏教版必修3
安徽省野寨中学2011届高三物理第三次月考新人教版
企业设立登记相关申请、表格fksn
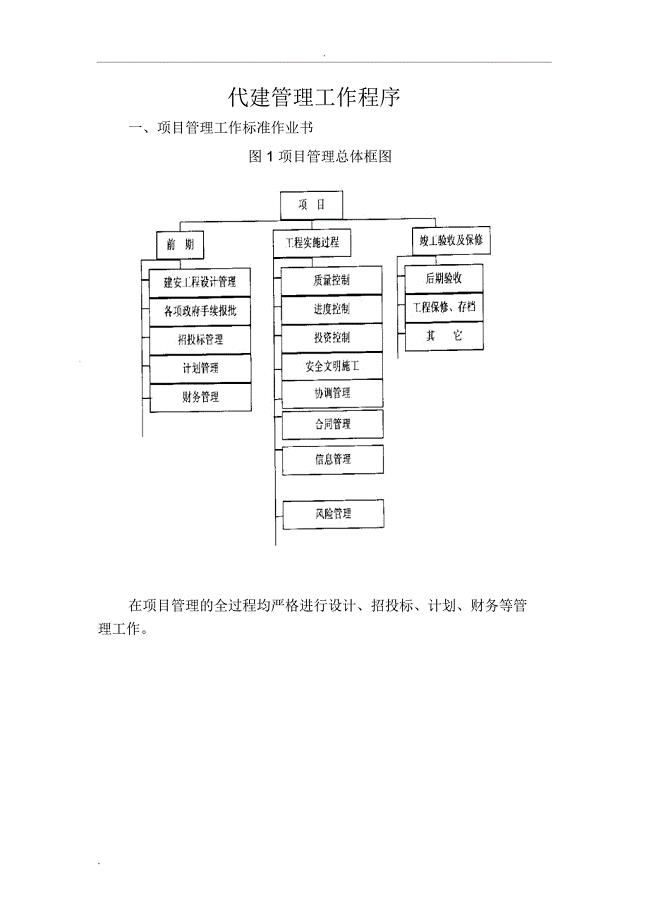
代建管理工作程序
上半年企业人力资源部工作总结范文
2023年幼儿园班主任年终工作总结15篇
 53平面直角坐标系
53平面直角坐标系
2022-08-20 10页
越冬安全防护措施
2022-08-22 8页
大朝山水电公司员工考核管理办法
2024-01-12 35页
工业园路灯安装工程项目建议书
2023-12-03 35页
系统辨识习题解答
2023-05-06 9页
锅炉及锅炉平台基础施工方案
2023-05-03 14页
2020年整合三级安全教育试题(2)名师精品资料
2022-07-23 8页
大堂吧酒吧服务员岗位职责
2023-05-21 2页
2021仓库出租合同书通用范本
2024-01-10 9页
ERP系统实施方法论
2023-10-17 5页