
轴类零件的机械加工工艺.doc
36页
1、毕 业 设 计(论文)(说 明 书)题目: 轴类零件的机械加工工艺 姓 名: 编 号: 2010 年 月 日摘要 轴是机械加工中常见的典型零件之一,了解轴类零件的功用和工作条件、材料性能,并合理制定加工工艺,熟练掌握加工的要点与措施,才能保证加工质量,提高加工效率。轴是组成机器的主要零件之一,一切作回转运动的传动零件(例如齿轮,蜗轮等),都必须安装在轴上才能进行运动及动力的传递。它通常被用于支撑传动件的传递扭矩。所以在机械加工中轴的加工工艺是做为重中之中来进行研究的。本设计通过对一般轴类零件图的工艺性分析,材料毛坯的选择以及在加工种遇到的一些问题的分析得出一般轴类零件加工时应注意的问题,进而通过对一些典型轴类零件加工工艺的分析,给出了一般轴类零件加工工艺分析的方法及应注意的问题,是对所学专业知识的一次较为全面的训练。并且通过对零件的分析与加工工艺的设计,提高我们对零件图的分析能力和设计能力。而且会使我们学会相关学科的基本理论,基本知识,进行综合的运用,同时还会对本专业有较完善的系统的认识,从而达到巩固,扩大,深化知识的目的,达到一个毕业生应有的能力,从而更好地面对今后的种种挑战。关 键
2、 词:轴类零件,机械加工工艺,提高能力 目录第一章 基本概念31.1 生产过程和工艺过程41.1.1 生产过程41.1.2 工艺过程41.2 工艺过程的组成41.3 生产类型及其工艺特征51.4 工艺规程6第二章 零件图工艺性分析72.1 零件结构功用分析12.2 零件技术要求条件分析22.3 零件结构工艺性分析3第三章 毛坯选择53.1 毛坯种类的选择53.2 毛坯形状与尺寸的确定53.3 选择毛坯时考虑的因素63.4 毛坯的图示63.5 轴类零件的毛坯选择7第四章 工艺路线的拟定84.1 表面加工方法的选择84.2 加工阶段的划分124.3 加工顺序的安排124.4 工序的集中与分散13第五章 典型主轴类零件加工工艺分析145.2 轴类零件机械加工的主要工艺问题145.1.1 定位基准145.1.2 加工顺序的安排155.1.3热处理工序的安排155.1.4轴类零件的典型工艺过程155.1.5轴类零件的预加工155.2 CA6140型车床主轴加工工艺分析155.2.1 CA6140主轴技术条件的分析165.2.2主轴加工工艺过程分析175.2.3主轴加工中的几个工艺问题225.3
3、丝杆加工23第六章 结论26参考文献.2致谢第一章 基本概念1.1 生产过程和工艺过程 1.1.1 生产过程生产过程是指将原材料变为成品的全部劳动过程。对于机器生产而言,它包括原材料的运输和保管、毛坯制造、生产技术准备工作、零件的机械加工与热处理、产品装配和调试以及油漆和包装等。现代机械制造的发展趋势是组织专业化生产,即一种产品的生产(尤其是比较复杂产品的生产)分散在若干个专业化工厂进行,最后集中在一个工厂里制造成完整的机器产品。1.1.2 工艺过程在生产过程中,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或者半成品的过程,称为工艺过程。例如毛坯的制造、零件的机械加工和热处理、产品的装配等,它们都是与原材料变为成品直接相关的过程。采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程则称为机械加工工艺过程(以下简称工艺过程)。1.2 工艺过程的组成机械加工工艺过程由若干个工序组成,每一个工序又可依次细分为安装或工位、工步、行程等成部分。1.工序工序号工序名称设备1铣端面、钻中心孔专用机床2车外圆、车槽、倒角车床3铣键槽铣床4去毛刺钳工台5磨外圆外圆磨床
4、图1-1 阶梯轴简图一个(或一组)工人在一台机床或一个工作地对一个(或同时对几个)工件所连续完成的那一部分工艺过程,称为工序。划分工序的要点是工作地点、工件是否改变和加工是否连续完成。 工序是组成工艺过程的基本单元,由零件加工的工序数就可以知道工作面积的大小、工人人数和设备数量。如图1-1所示批量生产的阶梯轴,共划分五道工序,见表1-1。2.安装或工位表1-1 阶梯轴加工工艺过程 一个工序中可能有几个安装或工位。(1)在一道工序中,工件在一次定位夹紧下所完成的加工,称为安装。(2)在一次安装后,工件(或装配单元)与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置,称为工位。图1-2 铣端面和钻中心孔示例 安装和工位的改变都是为了完成工件上不同部位的加工,不同之处在于改变安装需要松开工件重新定位夹紧,而工位则在夹紧状态下改变位置,改变工位的方法便于保证加工质量,提高生产率。3.工步 在加工表面(或装配时的连续表面)和加工(或装配)工具不变的情况下所连续完成的那一部分工序,称为工步。连续进行的若干个相同的工步可写成一个工步。生产中采用复合刀具或多刀同时加工的工步称为复合工
《轴类零件的机械加工工艺.doc》由会员re****.1分享,可在线阅读,更多相关《轴类零件的机械加工工艺.doc》请在金锄头文库上搜索。
![乙炔事故案例分析[1]](https://union.152files.goldhoe.com/2023-12/27/7f8e9b48-6083-4a66-8fd9-c041c9d2e26b/pic1.jpg)
乙炔事故案例分析[1]
照明管理制度
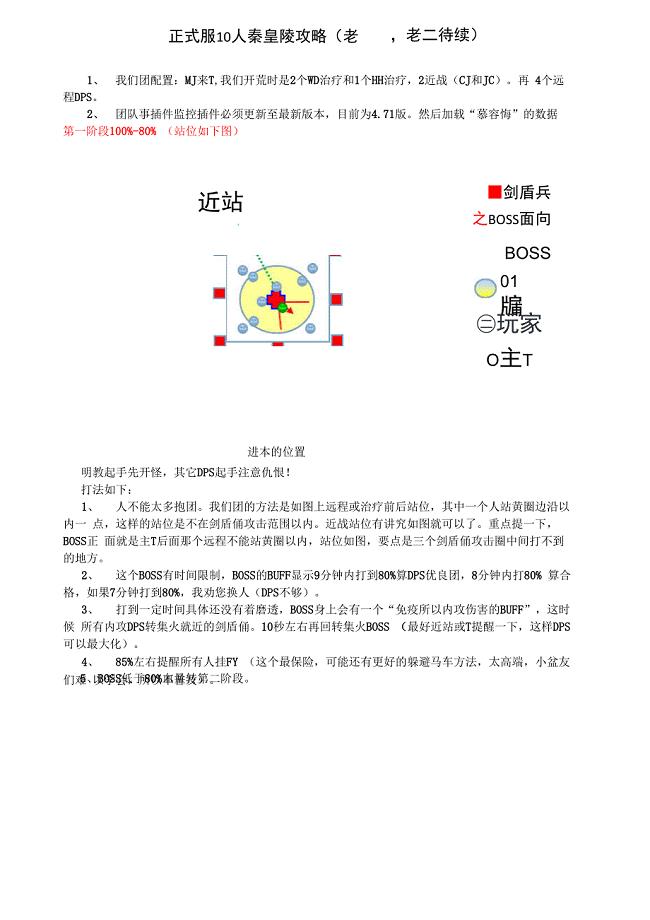
正式服10人秦皇陵老一王翦攻略老二待续
中秋活动方案范文锦集7篇
工人合同书样本(精选5篇).doc
冲压模具课程设计带凸缘无底筒形件
2022二年级语文上册青蛙看海说课稿教案苏教版
中国好歌曲邀请函邀请哪些唱作者
休宁县生活垃圾卫生填埋场工程 可行性研究报告
初中数学教师个人年终总结标准范文(二篇)
芙蓉国里尽朝晖
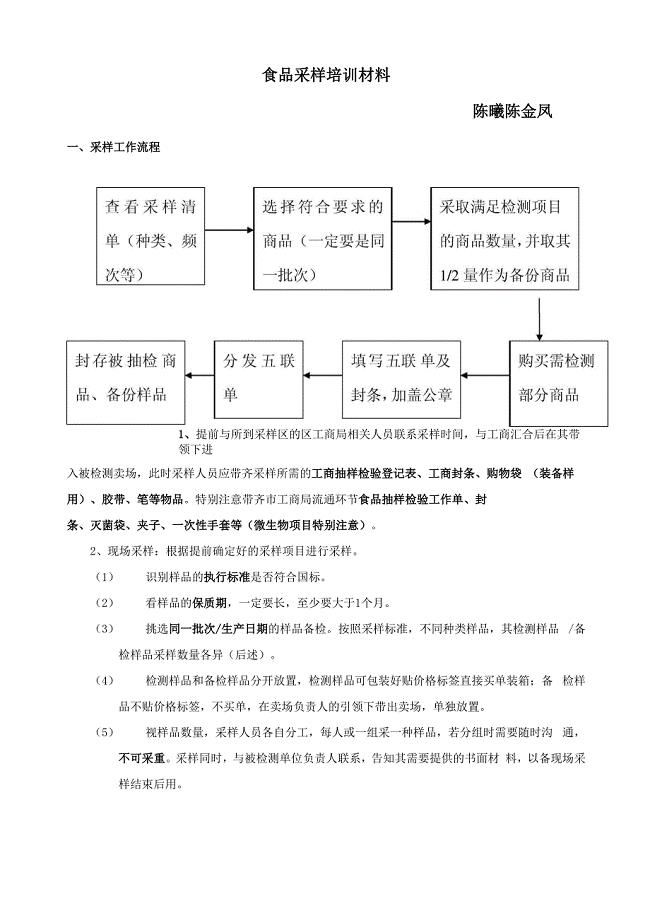
食品采样培训材料
赞美桃花的句子.docx
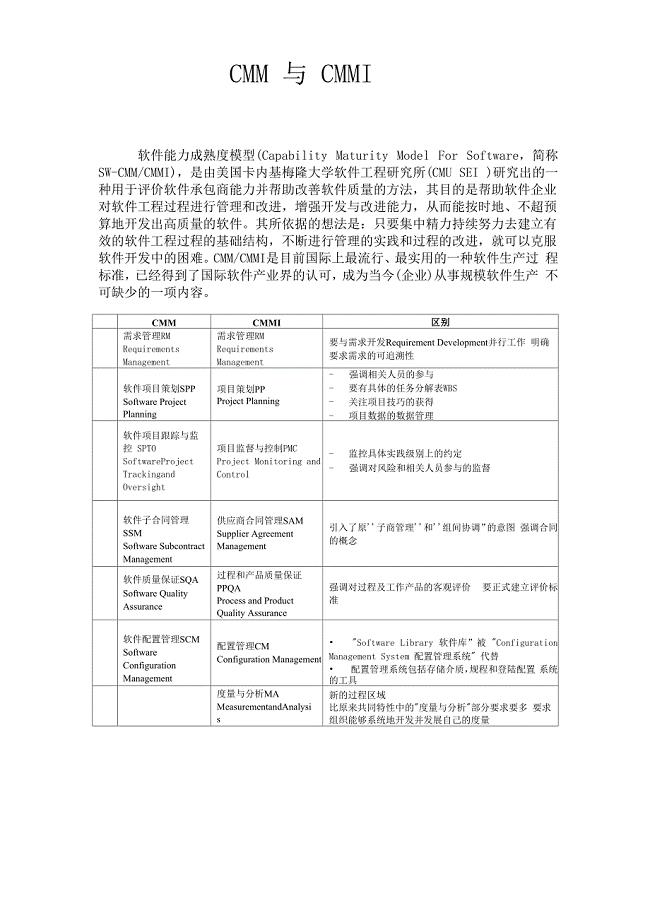
能力成熟度模型cmm与cmmi
2023年企业经营管理制度汇编(8篇)
河北陶瓷卫生洁研发项目实施方案【模板范文】

《红楼梦》章回练习(第1----5回)..
最新乔洼小学1997届同学聚会程序册 2
2023年食品卫生与安全广播稿(6篇)
赵绪雅华沙幸存者
 浅议如何做好民兵政治工作
浅议如何做好民兵政治工作
2024-01-24 4页
体检中心急救应急预案(完整版)
2022-10-19 2页
Excel常用电子表格公式大全
2023-04-17 4页
塔吊应急预案及措施
2023-06-19 14页
最新校外教育培训机构复工复课返校疫情防控工作方案.
2023-11-19 4页
2019年上学期工作计划4篇.doc
2022-12-31 9页
2021年7月份大学英语B统考真题资料题库 全国网络教育统考资料(一)
2022-11-30 5页
(完整版)塔吊安装拆除方案
2023-04-11 17页
物业品质部副经理竞聘报告
2023-08-10 4页
减数分裂与遗传变异的关系
2023-02-12 7页