
课程设计CA6140的后托架夹具设计说明书
38页
1、CA6140车床后托架加工工艺及夹具设计学生姓名: 学生学号: 院(系): 年级专业: 指导教师: 二八年五月文档可自由编辑打印摘 要机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段。本课题研究CA6140车床后托架加工工艺规程。首先通过对零件图的分析,了解工件的结构形式,明确了具体的技术要求,从而对工件各组成表面选择合适的加工方法。再拟订较为合理的工艺规程,充分体现质量、生产率和经济性的统一。机床夹具设计是工艺装备设计中的一个重要组成部分,在整个机械加工过程中,夹具除了夹紧、固定被加工零件外,还要求保证加工零件的位置精度、提高加工生产率。本课题在设计的过程当中,深入生产实际,进行调查研究,吸取国内外先进技术,制定出合理的设计方案,在进行具体设计。关键词 产品设计,后托架,加工工艺,夹具 ABSTRACTHe machine-finishing craft realizes the product design, guaranteed the product quality, saves the energy, reduces the consumption th
2、e important method. After this topic studies the CA6140 lathe the bracket processing technological process. First through to the detail drawing analysis, understood the work piece the structural style, has been clear about the concrete specification, thus to work piece each composition surface choice appropriate processing method. Again drafts the more reasonable technological process, fully manifests the quality, the productivity and the efficient unification .Engine bed jig design is in a craf
3、t equipment design important constituent, in the entire machine-finishing process, the jig except clamps, fixes is processed outside the components, but also requests guarantee processing components position precision, enhancement processing productivity .This topic in the middle of the design process, penetrates the production reality, conducts the investigation and study, absorbs the domestic and foreign advanced technologies, formulates the reasonable design proposal, is carrying on the concr
4、ete design .Keywords shift the product design,latter bracket ,processing craft,jig目 录摘 要 ABSTRACT1 CA6140车床后托架的加工工艺设计31.1 CA6140车床后托架的结构特点和技术要求31.2 CA6140车床后托架的材料、毛坯和热处理31.2.1 毛坯材料及热处理31.2.2 毛坯的结构确定41.3 工艺过程设计中应考虑的主要问题41.3.1 加工方法选择的原则41.3.2 加工阶段的划分41.3.3 工序的合理组合51.3.4 加工顺序的安排51.4 CA6140车床后托架的机械加工工艺过程分析51.4.1 CA6140车床后托架零件图分析51.4.2 CA6140车床后托架的加工工艺的路线71.5 CA6140车床后托架的工序设计121.5.1 工序基准的选择121.5.2 工序尺寸的确定121.5.3 加工余量的确定141.5.4 确定各工序的加工设备和工艺装备151.5.5 确定切削用量及工时定额162 专用夹具设计262.1 铣平面夹具设计262.1.1 研究原始质料262
《课程设计CA6140的后托架夹具设计说明书》由会员汽***分享,可在线阅读,更多相关《课程设计CA6140的后托架夹具设计说明书》请在金锄头文库上搜索。
最新采购员工作总结
廉政风险点及防控措施
旅游市场营销探讨管理
精品资料2022年收藏职业病基本防治知识
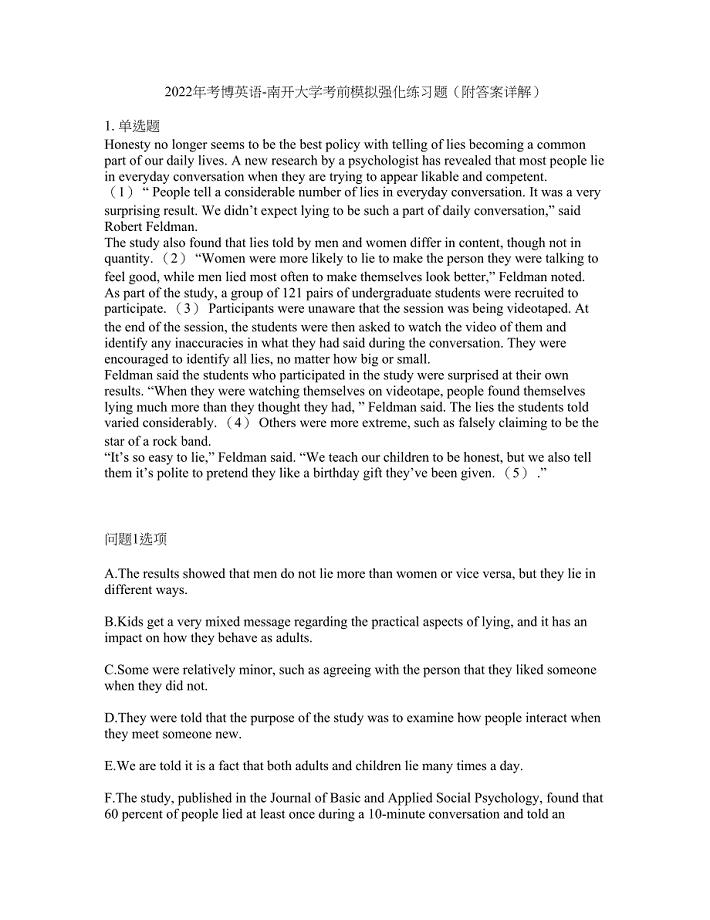
2022年考博英语-南开大学考前模拟强化练习题22(附答案详解)

精品高中数学 第2章圆锥曲线与方程椭圆与双曲线的离心率专题练习导学案 苏教版选修11
学生会宣传部工作计划
有关公司销售工作计划4篇
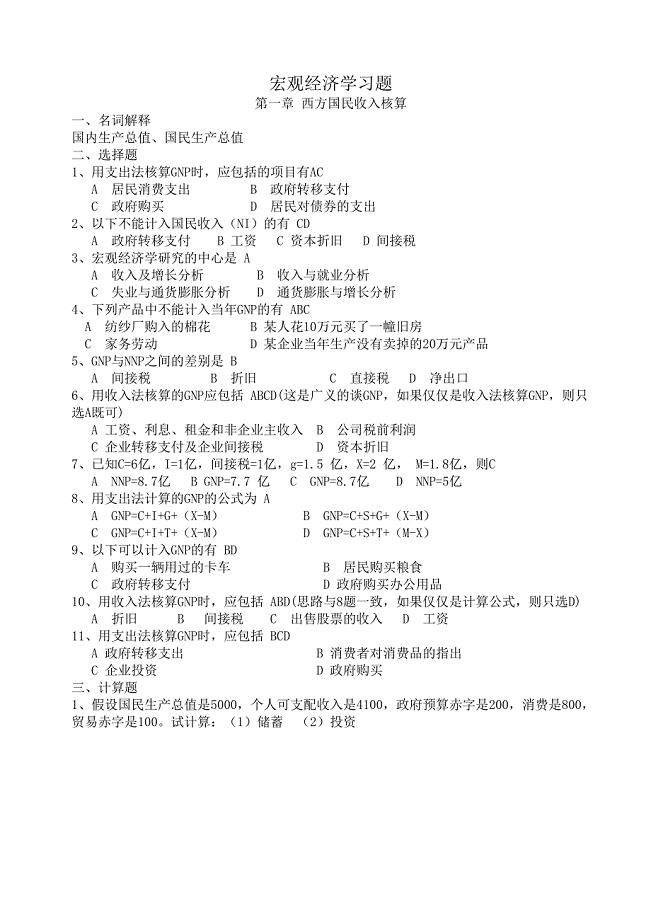
宏观习题及答案
《红楼梦》读书笔记_小学作文

初中语文散步中的“世界”探究式教学例谈
2022年有关于幼儿园大班的表扬信
工程质量目标及保障措施
企业战略-促进企业家阶层的形成与发展
2023建筑类考核工作总结范文(3篇).doc
整理版高中英语人教新课标高一必修一Unit3Traveljournal期末知识梳理
电子专业的自荐信锦集6篇
2023年中心幼儿园秋季教育教学工作计划标准范本(五篇).doc
云浮市新污染物治理项目企划书
生日庆典讲话致辞
 隔膜阀租赁合同
隔膜阀租赁合同
2023-05-14 10页
建设工程招标代理合同通用版
2024-02-29 9页
热门买卖房产合同样书
2023-01-12 4页
租房协议范本常用版本
2022-08-10 5页
技术转让中介协议书
2023-08-20 6页
挖掘机买卖合同范文经典版
2022-11-04 3页
实用劳动聘用合同范本
2022-07-30 4页
投资担保协议书范本
2022-10-09 5页
常用版个人代理合同样书
2024-01-24 3页
工业类合同参考格式范本
2023-01-25 5页