
制定摇臂的加工工艺设计钻Φ10孔的钻床夹具设计说明书
12页
1、制造专业课程设计说明书目 录绪论21 夹具设计简介31.1 机床夹具的功能31.2 已知工件31.3机床夹具应满足的要求31.4设计已知条件42 夹具的结构设计52.1 设计机床夹具前的准备工作5 2.1.1 明确工件的生产要求5 2.1.2 充分理解工件的零件图和工序图52.2 确定机床夹具的结构方案5 2.2.1 选择定位原件5 2.2.2 选择夹紧机构5 2.2.3 机床夹具的总体形式62.3 绘制夹具装配图62.4 绘制夹具零件图73 夹具精度的验算83.1 定位误差的分析与计算83.1.1 定位误差83.1.2 产生定位误差的原因84 课设说明94.1 设计方案的论证94.2 形成的论点94.3 仪器设备95 致谢与感想105.1 致谢105.2 感想116 参考文献12绪 论 零件在工艺规程之后,就要按工艺规程顺序进行加工。在加工中除了需要机床、刀具、量具之外,成批生产时还要用机床夹具。它们是机床和工件之间的连接装置,使工件相对于机床获得正确的位置。机床夹具的好坏将直接影响工件加工表面的位置精度。通常把确定工件在机床上或夹具中占有正确位置的过程,称为定位。当工件定位后,为了
2、避免在加工中受到切削力、重力等的作用而破坏定位,还应该用一定的机构或装置将工件加以固定。使工件在加工过程中保持定位位置不变的操作,称为夹紧。将工件定位、夹紧的过程称为装夹。工件装夹是否正确、迅速、方便和可靠,将直接影响工件的加工质量、生产效率、制造成本和操作安全。在成批、大量生产中,工件的装夹是通过机床夹具来实现的。机床夹具在生产中应用十分广泛。 机床夹具的作用可归纳为以下四个方面: (1)保证加工精度 机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。 (2)提高生产效率 机床夹具可快速地将工件定位和夹紧,减少辅助时间。 (3) 减少劳动强度 采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。 (4)扩大机床的工艺范围 利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。1 夹具设计简介1.1零件的工艺规程规程制定之后,就要按工艺规程顺序进行加工,加工中除了需要机床、刀具、量具外,成批生产是还要用机床夹具。它们是机床和工件之间的联系装置,使工件相对于机床或刀具获得正确的位置。机床夹具的好坏将直接景象工件加工表面的位置
3、精度,所以机床夹具设计是装备设计中一项重要的工作,是加工过程中最活跃的因素之一。1.2机床夹具的功能1 保证加工精度 工件通过机床夹具进行安装,包含了两层含义:一是工件通过夹具上的定位元件获得正确的位置,称为定位;二是通过夹具技工是工件的既定位置在加工过程中保持不变,称为夹紧。这样,就可以保证工件加工表面的位置精度,且精度稳定。2 提高生产率 使用夹具来安装工件,可以减少划线,找正,对刀等辅助时间,采用多件,多工位夹具,以及气动,液压动力基金装置,可以进一步减少辅助时间,提高生产率。3 扩大加床的使用范围 有些机床夹具是指上是对机床进行了部分改造,扩大了原机床的功能和使用范围。如在车床床鞍上暗访镗模夹具,就可以进行箱体零件的孔系加工。4 减轻工人的劳动强度,保证生产安全。1.3机床夹具应满足的要求1 保证加工精度,这是必须做到的最基本要求,其关键是正确的定位、夹紧和导向方案,夹具制造的技术要求,定位误差的分析和验算。2 夹具的总体方案应与年生产纲领相适应,在大批量生产时,尽量采用快速、高效的定位,夹紧机构和动力装置,提高自动化程度,符合生产节拍要求,在中、小批量生产时,夹具应有一定的可
《制定摇臂的加工工艺设计钻Φ10孔的钻床夹具设计说明书》由会员re****.1分享,可在线阅读,更多相关《制定摇臂的加工工艺设计钻Φ10孔的钻床夹具设计说明书》请在金锄头文库上搜索。

《餐饮管理操作手册全套营运管理操作手册05餐饮部管理规范》
机要个人工作总结模板(3篇).doc

某市自来水厂DN600市政管道安装工程施工组织设计(word版本)
高中语文 课外古诗文《宋史 张旨传》原文及翻译
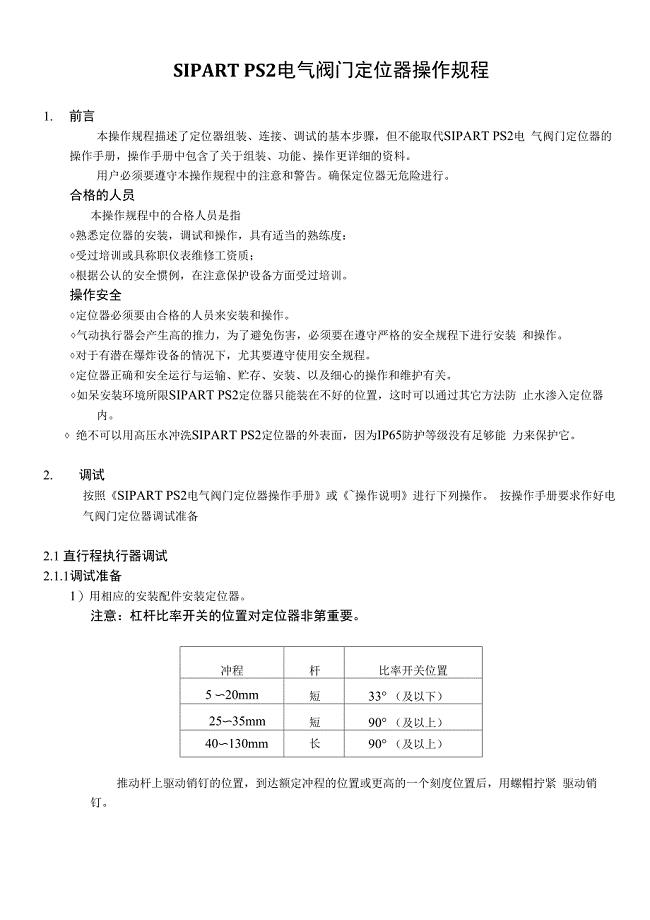
西门子SIPARTPS2阀门定位器操作规程
2023年广东省惠州市惠东县平山街道城东社区工作人员考试模拟试题及答案
2022年创业策划范文汇总六篇
创建文明城市心得体会
拔尖人才个人工作总结

医疗急救知识试题
会计的工作总结范文(4篇).doc
食品安全系统概论题库
输气工技师简答、计算题

连铸最优切割模型
大学生创业教育管理
让我们分享幸福赵千
车间深入管理课后测试
中学音乐年终工作总结(2篇).doc
学习部个人工作小结
大学团支书学期述职报告
 【书怀赠南陵常赞府】原文注释、翻译赏析
【书怀赠南陵常赞府】原文注释、翻译赏析
2022-07-27 1页
大数据时代医院档案信息化建设探讨
2023-08-26 3页
研究不同检测方法在水库水质管理中的应用效果——以重安江为例
2023-04-21 17页
货币的力量读后感
2023-09-07 3页
关于优化农村小学高段语文写作教学的研究
2023-03-05 2页
《刑法的启蒙》读后感2000字
2022-11-13 3页
节能环保空调结构设计分析
2023-03-20 4页
小学四年级教唱儿歌的多种方式探究——以人教版《赶海的小姑娘》为例
2023-09-04 19页
农村小学英语教学中常见问题及对策
2022-10-16 3页
小麦纹枯病的发病原因及综合防治对策
2023-10-18 2页