
主厂房附屋钢屋架工程施工组织设计方案
25页
1、乳山市环境保护再生能源 BOT项目主厂房附屋钢屋架制作安装施工方案编 制:审 核:审 批:湖南省工业设备安装有限公司日期:二0 一二年七月目录、工程概况及工程量 31、工程概况 32、工程量 3二、编制依据 3三、施工准备及条件 31、人员 32、施工机具 33、施工用料 44、技术准备 45、现场准备 4四、劳动力计划、主要施工机械及工器具的配置 51、劳动力计划表 52、主要施工机械及工器具的配置表 5五、施工工序及施工方法 65.1 制作施工方案 65.2 安装施工方案 95.3 量管理 151、质量指标 152、质量控制措施 16七职业健康安全、环境管理 161、危害辩识和风险评价(见附表一) 162、职业健康安全的控制目标、指标 163、作业的安全要求及措施 164、环境因素识别及评价(见附表二) 175、环境保护的控制目标、指标 176、环境管理控制措施 18附表一 19危害辩识与风险评价一览表 19附表二 20环境因素识别及评价 20一 、工程概况及工程量1 、工程概况本工程为乳山市环境保护再生能源BOT 项目工程,是一项新建环保工程,通过焚烧处理城市生活垃圾,产生蒸汽用
2、于发电,实现城市生活垃圾处理的无害化、减量化、安定化、资源化。厂址位于乳山市区夏西村西南800m ,开发街南,三亚路东。2 、工程量本工程主要工程量为:主厂房附屋钢屋架制作安装。二、编制依据主厂房附屋钢屋架施工蓝图电力建设施工质量验收及评价规程 (第 1 部分:土建工程) DLT 5210.1-2005钢结构工程施工质量验收规范GB50205-2002门式刚架轻型房屋结构技术规程 GECS102 : 2002钢结构高强度螺栓连接的设计施工及验收规程 JGJ82-91工业建设防腐蚀设计规范 GB50046-2008建筑钢结构焊接规程 JGJ81-2002电力建设安全工作规程(火力发电厂部分)DL5009.1-2002三、施工准备及条件1 、人员( 1 )从事钢结构安装作业的人员,必须具有本专业的基础知识和技术等级。( 2 )操作人员必须经过入厂三级安全教育。( 3 )高空作业人员身体条件必须符合高空作业要求。( 、施工机具( 1 )吊装机械选择 a) 根据所安装的构件尺寸、重量、安装位置及吊装机械的性能确定选用吊装机械。b)根据厂房大小、跨距等布置吊装机械的位置。( 2 )电焊机具和水焊
3、机具。( 3 )紧固机具a) 初拧扳手。b)终拧扳手。c) 普通扳手。( 4 )倒链千斤顶卷扬机等小型机具。( 5 )钢丝绳吊具卡环。( 6 )检测工具a) 水准仪经纬仪弹簧秤。b) 钢尺线坠。3 施工用料a) 垫板用钢板。b) 拼装胎架用型钢。c) 制作吊架吊筐用钢筋。d) 跳板钢脚手架管。e)钢丝纯、棕纯、铁线等。f) 路基箱。4技术准备( 1 )施工前应进行施工图纸自审和会审工作。( 2 )按施工图要求,编制施工作业设计或施工方案并向作业人员交底。( 3 )确定构件运输线路及构件进场的顺序。5 现场准备( 1 )吊装机械行走路线应垫道渣和铺设路基箱以及搭设栈桥。( 2 )根据安装顺序确定构件拼装场地和构件堆放场地。( 3 )制作拼装胎架,胎架应有足够的刚度,拼装胎架应考虑移动方便。四、劳动力计划、主要施工机械及工器具的配置1、劳动力计划表人员人数人员人数施工员1人焊工4人安全员1人普工4人钳工2人油漆工2人2、主要施工机械及工器具的配置表在舁名称型号、规格数量备注1CO2气体保护焊机1台2交流电焊机XB-4003台325T汽车吊1台4给吊1台7诙变焊机ZB-4002台8角向磨光机
4、1004台9水准仪DSZ2、NAKO1台10普通板手8把11尼龙吊带2T2付12气割工具2套13电动试压泵0-16.0MPa1台试压用14水平尺2把15钢卷尺5把16工具箱2个五、施工工序及施工方法5.1 制作施工方案工艺流程:施工准备材料检验材料矫直放样号料切割加工(矫正、成型、制孔)组装焊接校正检查划线制孔除锈质量检验、验收涂层编号成品保护。1 、材料检验:(1)钢结构制作与安装需用的钢材,必须由供应部门提供合格证明及有关技术文件。钢结构所用钢材的质量必须严格遵守国家有关的技术标准、规范和设计要求的规定。(2)配件、连接材料(焊条、焊丝和焊剂,螺栓)和涂料均应具有质量合格证,并应符合设计要求和现行国家技术标准的规定。2 、材料矫正:(1)钢结构制作工艺中矫正是关键的工序,是确保钢结构制作质量重要环节。对于各种型材,如变形超标,下料前应以矫正。(2)制作钢结构的钢材矫正应用平板机、型钢矫直机矫正和人工矫正,矫正后钢材表面,不应有明显的凹面或损伤,划痕深度不大于 0.5mm 。人工矫正钢板时,应根据变形情况,确定锤击顺序及力度。3 、放样:(1)放样前应该核对施工图、熟悉工艺标准、掌握
《主厂房附屋钢屋架工程施工组织设计方案》由会员新**分享,可在线阅读,更多相关《主厂房附屋钢屋架工程施工组织设计方案》请在金锄头文库上搜索。
广州市公费医疗挂钩医院一览表
2023办公室半年度工作总结(2篇).doc
市政道路监理规划
在全机关效能建设年活动动员大会上的讲话合肥
教学设计及反思
教案一15.2.2分式的加减第一课时
车工中级理论复习题目连答案
精选资料仪表招标技术要求
2023年黑龙江哈尔滨市木兰县东兴镇满华村社区工作人员考试模拟试题及答案
环境工程原理重点
2020秋青岛版数学一年级上册第三单元5以内的加减法基础练习3

区域代理合同范本
精校版北师大版九年级数学上册研学案:24分解因式法
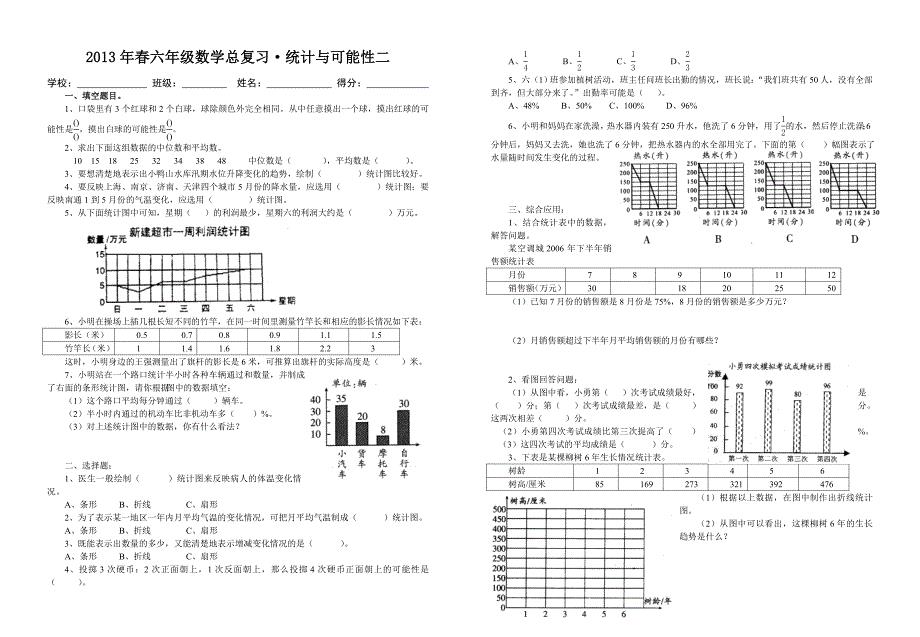
统计与可以能性复习题2
南开大学21秋《国学概论》在线作业一答案参考72
人教版六年级上册数学知识点和题型总结
第一中学改扩建工程项目可行性研究报告模板
“中学十月德育计划”德育工作计划
青年教师三年专业发展规划

东北农业大学21秋《电力企业管理》复习考核试题库答案参考套卷35
 Fortinet防火墙产品WEB易用性分析报告
Fortinet防火墙产品WEB易用性分析报告
2023-04-05 18页
猴年公司年会活动方案
2023-03-03 7页
婴幼儿儿歌0-1岁
2023-10-21 16页
抒写幼儿园的中秋活动总结
2024-02-09 3页
互联网信息保密的自查报告
2022-12-31 7页
2020秋青岛版数学一年级上册第三单元5以内的加减法基础练习3
2023-09-11 4页
网络用户与资源管理
2023-03-13 6页
跟单员个人年终工作总结
2024-01-25 3页
《数控机床》实训教学大纲(小3号黑体)
2022-10-06 4页
无锡工业仓储水电安装工程专项施工方案范本
2024-03-01 15页