
机械制造基础试题库完整
16页
1、. .机械制造基础试题库一、填空1.获得形状精度的方法有轨迹法、成形法、展成法。2.主轴回转作纯径向跳动与漂移时,所镗出的孔是椭圆形。3.零件的加工质量包括加工精度和加工表面质量。4.表面残余拉(拉或压)应力会加剧疲劳裂纹的扩展。5.车削加工时,进给量增加会使表面粗糙度变大。6.切削液的作用有冷却、润滑、清洗与防锈等作用。7.在受迫振动中,当外激励频率近似等于系统频率时,会发生共振现象8.刀具静止参考系的建立是以切削运动为依据,其假定的工作条件包括假定运动 条件和假定安装条件。9.磨削加工的实质是磨粒对工件进行刻划、滑擦(摩擦抛光)和切削三种作用的综合过程。10.产品装配工艺中对“三化”程度要指结构的标准化、通用化和系列化。尺寸链的特征是关联性和封闭性。11.零件光整加工的通常方法有珩磨、研磨、超精加工与抛光等方法。12.机械加工工艺规程实际上就是指规定零件机械加工工艺过程和操作方法等的工艺文件13.零件的几何精度、表面质量、物理机械性能是评定机器零件质量的主要指标。14.加工经济精度 是指在正常加工条件下(采用符合标准的设备,工艺装备和标准技术等级的工人,不延长加工时间)所能保证的加
2、工精度。15.工艺系统的几何误差主要 加工方法的原理误差、制造和磨损所产生的机床几何误差和传动误差,调整误差、工件的安装误差、刀具、夹具和量具由于的制造误差与磨损引起。16.轴类零件加工中常用两端中心孔作为统一的定位基准。17.零件的加工误差指越小(大),加工精度就越高(低) 。18.粗加工阶段的主要任务是获得高的生产率。19.在加工或装配过程中最后形成、间接保证的尺寸称为封闭环。20.工艺过程是指生产过程中,直接改变生产对象形状、尺寸、相对位置、与性质的过程。21.工艺系统的几何误差包括加工方法的原理误差、制造和磨损所产生的机床几何误差和传动误差,调整误差、刀具、夹具和量具的制造误差、 工件的安装误差 。22.精加工阶段的主要任务是使各主要表面达到图纸规定的质量要求。23.零件的加工误差值越小(大),加工精度就越高(低)。24机械产品的质量可以概括为实用性、可靠性和经济性三个方面。25.获得尺寸精度的方法有试切法、定尺寸刀具法、调整法、自动获得尺寸法。26.加工经济精度是指在正常的加工条件下所能保证的加工精度。27.主轴回转作纯径向跳动与漂移时,所镗出的孔是椭圆形。28.工艺上的6原
3、则是指有99.73的工件尺寸落在了3围29.零件的材料大致可以确定毛坯的种类,例如铸铁和青铜件多用铸造毛坯30表面残余拉应力会_加剧_ (加剧或减缓)疲劳裂纹的扩展。31.车削加工时,主偏角增加会使表面粗糙度变大。32.切削液的作用有冷却、润滑、清洗与防锈等作用。33磨削加工的实质是磨粒对工件进行刻划、滑擦和切削三种作用的综合过程。34.在受迫振动中,当外激励频率近似等于系统频率时,会发生共振现象。35.机械加工工艺规程主要有_工艺过程 卡片和工序卡片两种基本形式。36.产品装配工艺中对“三化”程度要指结构的通用化、标准化和系列化。37零件光整加工的通常方法有珩磨、研磨、超精加工与抛光等方法。38使各种原材料主、半成品成为产品的方法和过程称为工艺。39衡量一个工艺是否合理,主要是从质量、效率、生产耗费三个方面去评价。40零件加工质量一般用加工精度和加工表面质量两大指标表示;41而加工精度包括形状精度、尺寸精度、位置精度三个方面。42根据误差出现的规律不同可以分为系统误差、随机误差。43影响机械加工精度的因素有:加工原理误差、机床的制造误差和磨损、夹具误差、刀具误差、调整误差、工艺系统受
4、力变形、工艺系统受热变形、工件残余应力引起误差等二、简答题1.冷作硬化的含义与其影响因素?答案机械加工过程中,加工表面受切削力的作用而产生塑性变形,使晶格扭曲,晶粒被拉长、纤维化,甚至破碎,表面层得到强化,其硬度和强度都有所提高,这种现象称为冷作硬化。影响冷作硬化的因素有:1)刀具的影响 2)切削用量的影响 3)工件材料的影响2.精基准有哪些选择原则?答案(1)基准重合原则 应选用设计基准作为定位基准。(2)基准统一原则 应尽可能在多数工序中选用一组统一的定位基准来加工其他各表面。(3)自为基准原则 有些精加工或光整加工工序要求余量小而均匀,应选择加工表面本身作为定位基准。(4)互为基准原则 对相互位置精度要求高的表面,可以采用互为基准、反复加工的方法。(5)可靠、方便原则 应选定位可靠、装夹方便的表面做基准。3.加工阶段可以划分为哪几个阶段?答案粗加工阶段其主要任务是切除大部分加工余量,应着重考虑如何获得高的生产率。半精加工阶段完成次要表面的加工,并为主要表面的精加工作好准备。精加工阶段使各主要表面达到图纸规定的质量要求。光整加工阶段对于质量要求很高的表面,需进行光整加工,主要用以进
《机械制造基础试题库完整》由会员cl****1分享,可在线阅读,更多相关《机械制造基础试题库完整》请在金锄头文库上搜索。
房屋拆迁安置补偿合同合同样本

最大似然估计及三大检验WaldLMLR讲解
集团系统安全生产工作考核办法
六年级上册数学一课一练-第三单元第4课时 简单的分数除法实际问题|苏教版
团支部答辩会总结_
初中常见物质化学式测试题
老师感恩教化演讲稿3篇

10kV配电工程验收资料解析

2023年沈阳煤业(集团)公司总医院紧缺医学专业人才招聘考试历年高频考点试题含答案解析
股份制商业银行轻型化探讨
2021-2022年苏教版四年级上册《诚实与信任》教学设计
财务人员求职自我介绍
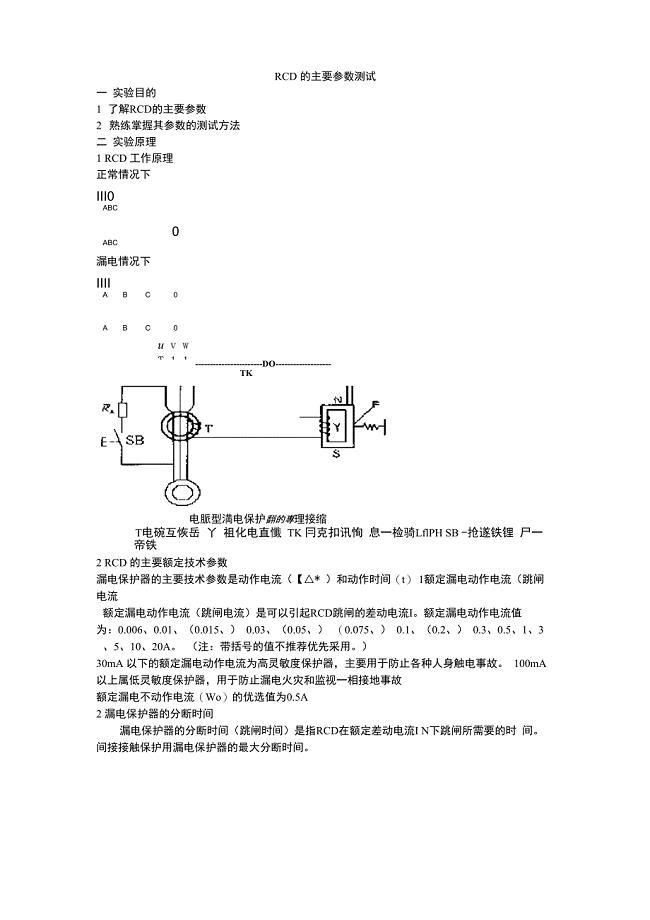
RCD的主要参数测试
2021年企业个人年终工作总结范本
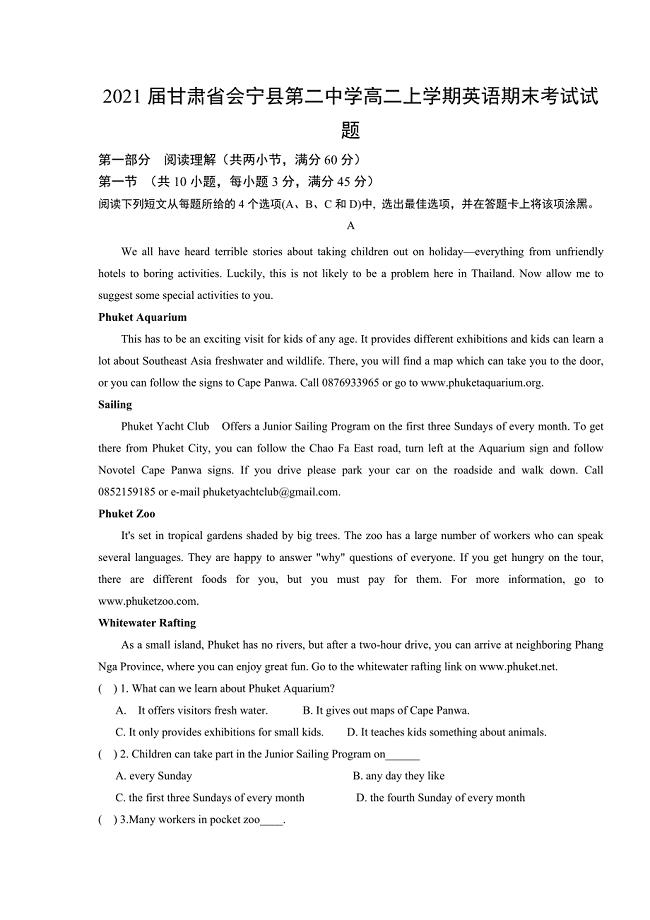
2021届甘肃省会宁县第二中学高二上学期英语期末考试试题
兰州大学21秋《绩效管理》在线作业二答案参考33
商业工程中央空调机房运行操作规程
(多篇)保育员个人工作总结(15篇)
建筑起重机械登记使用
音乐教学工作计划(精选15篇)
 年度公司员工工作计划范文
年度公司员工工作计划范文
2023-11-18 2页
初中物理电路动态分析和电路故障分析专题
2023-09-08 7页
(精品)除数是整十数
2023-12-21 5页
电流电压向量图
2023-04-21 1页
从“愚昧”到“科学”--科学技术简史答案2017-完整满分版
2023-09-02 16页
绿萝花苗木买卖合同
2023-07-01 1页
通用商铺出租合同样板1
2023-02-20 3页
采暖方案-暖气片
2022-09-15 5页
新版官方版离婚协议样本(律师精选12篇)
2024-02-15 10页
统计与可以能性复习题2
2023-09-01 2页