
机械制造工艺学连接座夹具设计说明书
16页
1、机械知道工艺课程设计说明书连接座学院:机电工程学院班级:08机制一班姓名:孙兵兵学号:2008081145课程设计的目的 机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。 另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、和其他有关选修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。(4)在设计过程中培养学生严谨的工作作风和独立工作的能力。第1章、零件的分析1.1
2、、零件的作用题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮1.2、零件的形状零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。第2章、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。连接座共有两组加工表面,他们之间有一定的位置要求。现分述如下:2.1左端的加工表面 这一组加工表面包括:左端面,125外圆,100内圆,倒角,钻通孔7,钻孔并攻丝。这一部份只有端面有6.3的粗糙度要求,100的内圆孔有25的粗糙度要求。其要求并不高,粗车后半精车就可以达到精度要求。而钻工没有精度要求,因此一道工序就可以达到要求,并不需要扩孔、铰孔等工序。2.2右端面的加工表面 这一组加工表面包括:右端面;121的外圆,粗糙度为3.2、6.3;外径为50、内径为40的小凸台,粗糙度为3.2,并带有倒角;32的小凹槽,粗糙度为25;钻17.5的中心孔,钻7通孔。其要求也不高,粗车后半精车就可以达到精度要求。其中,17.5、40的孔或内圆直
3、接在车床上做镗工就行了。其具体过程如下表:加工表面表面粗糙度公差/精度等级加工方法左端面Ra6.3IT8IT10粗车-半精车125外圆Ra6.3IT8IT10粗车-半精车100内圆Ra25IT11以下粗镗倒角无IT11以下粗车左7通孔无IT11以下钻通孔M4-7H螺纹孔无IT11以下钻孔并攻丝右端面无IT11以下粗车-半精车121外圆Ra3.2IT8IT10粗车-半精车小凸台内侧40无IT11以下粗镗小凸台端面Ra25IT11以下粗镗17.5中心孔无IT11以下粗镗右7通孔无IT11以下钻通孔32的小凹槽Ra25IT11以下粗镗第3章、毛坯设计3.1、毛坯的选择毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的制造方法主要有以下几种:1、型材2、锻造3、铸造4、焊接5、其他毛坯。根据零件的材料,推荐用型材或铸件,但从经济方面着想,如用型材中的棒料,加工余量太大,这样不仅浪费材料,而且还增加机床,刀具及能源等消耗,而铸件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件。 该零件材料为HT200,考虑到零件在工作时要有高的耐磨性,
4、所以选择铸铁铸造。依据设计要求Q=5000台/年,n=1件/台;结合生产实际,备品率和 废品率分别取10%和1%代入公式得该工件的生产纲领 N=5000 5555件/年3.2、确定机械加工余量、毛坯尺寸和公差(1)求最大轮廓尺寸 根据零件图计算轮廓的尺寸,最大直径142mm,高69mm。(2)选择铸件公差等级查手册铸造方法按机器造型,铸件材料按灰铸铁,得铸件公差等级为812级取为11级。(3)求铸件尺寸公差公差带相对于基本尺寸对称分布。(4)求机械加工余量等级查手册铸造方法按机器造型、铸件材料为HT200得机械加工余量等级E-G级选择F级。3.3、确定机械加工余量 根据铸件质量、零件表面粗糙度、形状复杂程度,取铸件加工表面的单边余量为7mm,。3.4、确定毛坯尺寸上面查得的加工余量适用于机械加工表面粗糙度Ra1.6 。Ra1.6 的表面,余量要适当加大。分析本零件,加工表面Ra1.6 ,因此这些表面的毛坯尺寸只需将零件的尺寸加上所查的余量即可。(由于有的表面只需粗加工,这时可取所查数据的小值)生产类型为大批量,可采用两箱砂型铸造毛坯。由于所有孔无需铸造出来,故不需要安放型心。此外,为消
《机械制造工艺学连接座夹具设计说明书》由会员博****1分享,可在线阅读,更多相关《机械制造工艺学连接座夹具设计说明书》请在金锄头文库上搜索。
新版教材烟草专卖技能鉴定高级题库
消防安全承诺书2
事故应急预案
毕节市关于成立养老产品公司分析报告
第章金融创新
2023年年疫情防控工作总结简短开展新冠疫情防控工作简单总结
漯河智能网联电子产品项目商业计划书范文参考
唯一的听众教案
机械加工工厂生产车间生产实习报告
农村土地出租合同标准模板(2篇)
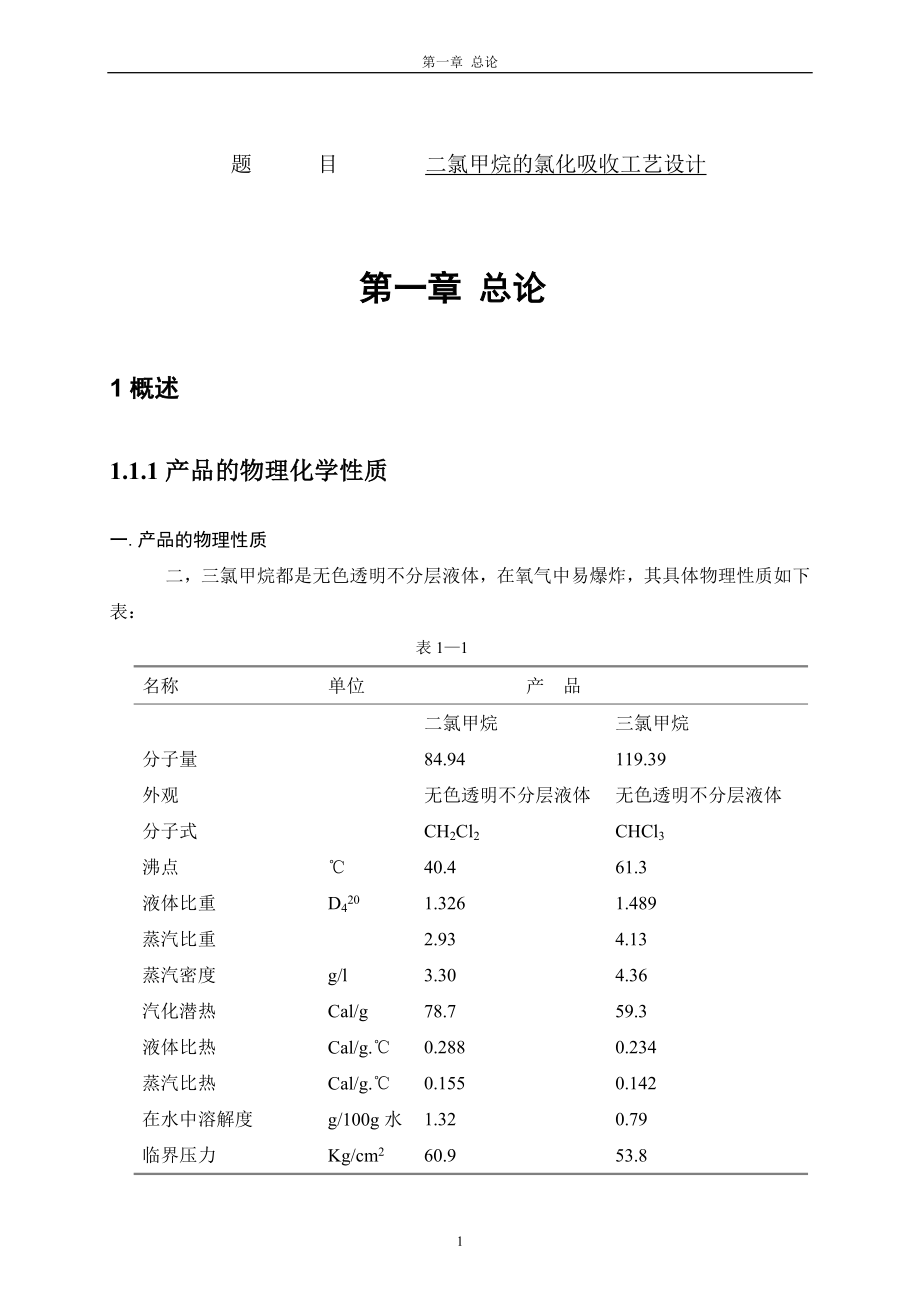
二氯甲烷论文
装饰工程质量控制要点
职员个人转正申请书格式3篇公司职员转正申请书范文
物业安保部年终工作总结最新
广州市商品房买卖合同范本

公司与个人借款合同范文(7篇)

2017年9月门诊工作质量检查反馈
最新北师大版三年级上册数学工作总结

中学两基巩固提升调研报告

九年级数学第二十二章一元二次方程测试题(B)新人教
 换流站典型施工工艺标准化手册(80页)
换流站典型施工工艺标准化手册(80页)
2023-07-20 80页
(最新整理)大量车祸伤员救治应急演练脚本
2023-09-18 5页
公证机构年度考核(最新整理)
2022-12-01 5页
乡镇年度依法治镇工作总结
2023-08-24 7页
专转本计算机基本知识点总结大全
2024-03-06 81页
贵州铅锌矿采冶废渣污染场地原位综合治理修复工程指南
2022-12-09 18页
护理应急演练脚本(参考新版)
2024-01-29 23页
地面深孔注浆方案
2022-08-26 17页
安全带卷加速敏感器组件自动装配机设计论文
2023-07-11 39页
岛津紫外可见分光光度计操作规程仪器版
2023-08-08 12页