
机械专业外文文献翻译-外文翻译--利用辊型的改变来改善冷轧厂的带钢平直度 中文版
5页
1、第 72 页鞍山科技大学本科生毕业设计(论文)附 录利用辊型的改变来改善冷轧厂的带钢平直度1 介绍在冷轧和退火过程后,变形减少的最低限度(0.5%3%)应用在了带钢的生产中,这个变形过程的目标是达到优选机械性能,同时消除在钢的应力曲线上静止区域的冷轧,冷轧常常可以获得一个清晰地被设定的板料表面结构,达到更进一步的处理和改正可能的扁平瑕疵,从那个过程开始,冷轧是保证产品的完成的质量,同时也是最后的重要过程,增加对板带形状控制的能力对冷轧厂来说是头等重要的。2 冶炼厂特殊形状控制冶炼厂有和其他一般冷轧厂同样的框架和几何结构,它前面的板带控制设备是常规控制器:合适的工作辊和支承辊顶端,工作辊的正反弯曲的灵巧像液压压下螺丝系统一样,但是,由于微量的减少和柔软的特殊性质的材料,作为轧辊,那必须是形状控制上的一些轧制和冷轧之间的区别,当前问题是冷轧厂的带材的质量能不能维持在一个稳定的水平上,哪个导致的废品率较高或较多的可修复的产品(必须再轧制的带材)归结于轧辊的扁平度,这样的系统研究由理论分析和实验性调查来完成,但是为了找到形状控制的特点除了在冷轧厂还要在独立的轧制车间。2.1工作辊的安装和修整根
2、据形状理论,影响辊形的主要因素是辊形的控制和辊系统在轧辊轧制时的弹性变形,辊轻微变形是由于小的轧制力,因此,改变辊缝的形状主要依靠工作辊外形,辊的作用与三个方面因素的关系:(1)计算出最合适的辊的中间部位,辊的最初的中间部位和磨辊的实际操作是依靠许多因素,包括工厂的位置环境,合适的材料和工厂技术条件等。(2)辊的挠度研磨的精度,一般地,在新的轧制周期开始时,当支承辊的1014d时为轧制作准备不超出23h(或510卷),因而,要求工作辊修整是紧配合。(3)轧辊外形形状的改变,在轧制过程中,最终的辊外形是反弯曲辊、轧机机座和安装的部分的组合,所以,辊的安装热散失在为辊的形状做准备时通过一个滚动周期必须考虑在内,工作辊的弯曲是正值20微米并且和支承辊平行的抛物面,这就是早先辊形的改变情况,它的好处是促进研磨的支承辊是平的,尽管如此,二次方和四次方板带缺陷经常发生在轧制期间内。获得工作辊的基本数据和更好尺寸,检查由基本上设定为10,做成最初的外形和最终(工作辊安装的)的形状轧制,比较目标凸度和被测量的基本的辊外形。实际的轧制比要求小,特殊的在带卷的中间区域,相符以被轧制的板带宽度,所有测量辊形
3、的数据,表面修整的误差在-735微米之间,那是超出误差之外所被采用的,由于工作辊外形形状精确地确定了轧制的形状,所以说各种工作辊的中间部位对带钢的生产的稳定的有害是明显的,因为工作辊被频繁地替换,在当前的修整条件下是很难保持紧的配合的。以有限元素模型2分析,安装时的辊缝形状被计算可以用最初的工作辊外形很明显的被显示出来,合适的辊缝可能是促进二次方和四次方扁平组分,那些各自地代表了这个被二次方和四次方,显而易见地,二次方组分是相关的与边部浪或中心浪控制部分和最重要部分,或伴随着四分之一浪或者是组合浪,输入冷轧模型数据被列在表1中,计算机模仿了辊缝与它的二次方和四次方为各个情况显示了在表2中,如所看见的辊缝二次方端为被测量的准备辊轮廓形状超过4次作为目标辊的轮廓的二次方端和四次方端相差达到35微米。根据前面分析,这样的工作辊非常有效地校正边缘浪和不准确的部分(边缘和中心)带材在轧制过程中,工作辊比较典型的是前部和轧制以后被说明在表2中,正如所看见的,辊的磨损是非常微小的,而且基本上工作辊的形状几乎依然保持不变,这说明,工作辊的磨损对辊形状的影响是非常小的。2.2 改变支承辊支承辊的辊表面硬
《机械专业外文文献翻译-外文翻译--利用辊型的改变来改善冷轧厂的带钢平直度 中文版》由会员cn****1分享,可在线阅读,更多相关《机械专业外文文献翻译-外文翻译--利用辊型的改变来改善冷轧厂的带钢平直度 中文版》请在金锄头文库上搜索。
新教师培训的心得体会【新编】
某校安全工作检查制度(共2页)
2023年应急知识宣传活动方案(精选多篇)
中国医科大学21秋《病理生理学》综合测试题库答案参考11
2022年专科生求职信集锦六篇
2023年三年级猜猜他是谁优秀作文6篇三年级猜猜他是谁300优秀作文
江西关于成立纸制餐饮具公司可行性报告_范文模板
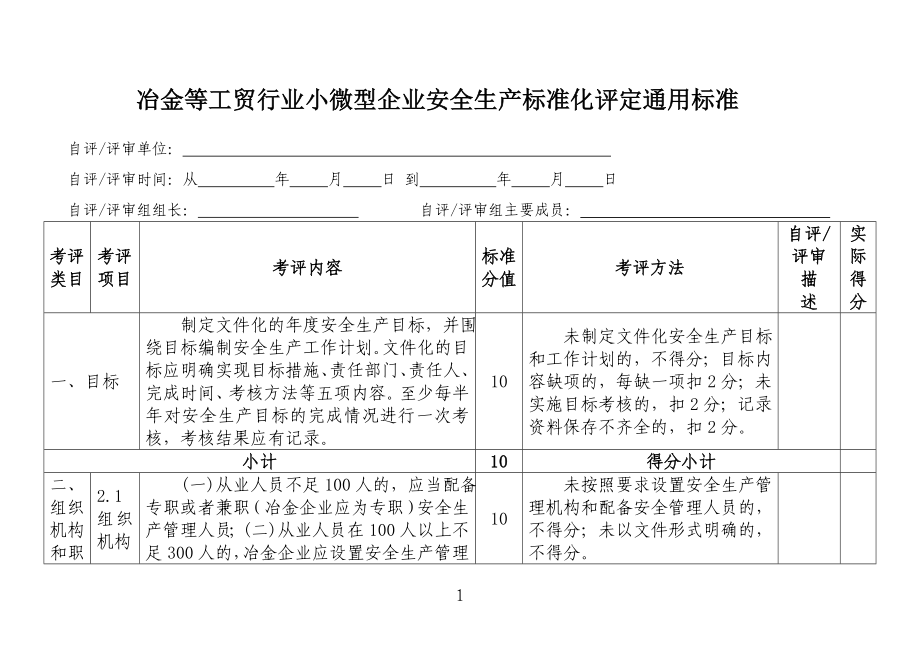
冶金等工贸行业小微型企业安全生产标准化评定通用标准
大学生实习总结论文.doc
高二语文备课组工作计划范本(2篇).doc
第三章:所有者权益基础讲义
公务员考察工作鉴定
某购物广场企划书
酷爱学习的演讲稿
白金五星级酒店餐饮部员工操作手册(中餐厨房)
岁月悠长,绵延此情到永远
酒店旅游突发事件应急手册
机械制图及CAD实训指导
甘肃省兰州市兰炼一中1011高一地理上学期期中考试试题新人教版会员独享
艾普拉唑肠溶片和奥美拉唑的区别
 湖南省某标段高速公路施工组织设计
湖南省某标段高速公路施工组织设计
2023-02-27 41页
八月再见九月你好励志心情语录
2024-01-21 13页
初级中学“培育和践行社会主义核心价值观”宣传教育活动总结
2022-09-21 2页
新人教版小学语文四年级下册19《生命 生命》精品教案
2023-11-20 10页
上学路上一年级小作文350字
2023-09-19 6页
三月你好早安心语大全简短
2023-03-27 11页
师德演讲稿锦集6篇
2023-05-12 15页
2022年专科生求职信集锦六篇
2023-12-30 9页
小学生迎六一节目主持词6篇
2022-09-06 21页
材料投入计划及其保证措施
2023-12-27 6页