
承压特种设备常规无损检测工艺技术规定
14页
1、承压特种设备常规无损检测工艺技术规定编制:maszhc审核:批准:艾德玛工程检测有限公司2024年1月18日颁布 2024年2月18日实施14目录1 、射线检测常规工艺规定32.超声波检测常规工艺规定63.磁粉检测常规工艺规定94.渗透检测常规工艺规定115.暗室准备及处理技术规定作者:maszhc13承压特种设备常规无损检测工艺技术规定1 、射线检测常规工艺规定1.1适用范围透照厚度相当于碳钢厚度400mm的各种材质构件、焊缝的内部缺陷的检出。1.2责任作业组由2-3人组成,特殊情况可增至4人以上。作业组组长必须具有级射线检测资格证,并对本作业工作质量及人身设备安全负全面责任,根据任务向组员明确岗位职责,同时负责做好检测原始记录,指导冲片人员做好暗室处理工作。1.3 操作程序要点1.3.1根据任务质量要求,合理选机型、选胶片规格、选透照规范。1.3.2选择透照部位,并在被探工件表面上做出永久性标记以作为对每张底片重新定位的依据,工件上不适合打印标记时,应采用详细的透照部位示意图或其它有效方法标注。1.3.3焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格,不得有影响评定内部缺
2、陷的外观缺陷存在。1.3.4被检验的每段焊缝附近均应贴有下列铅质标记:工件编号、焊缝编号、部位编号,返修透照部位应有返修标记R1、R2,同时还应有定位的中心标记和搭接标记(或有效区域标记)。这些标记均应在底片适当位置显示,并高焊缝边缘至少5mm。1.3.5像质计的选择应按NB/T47013.2-2015承压设备无损检测5.12像质计的使用标准中规定的执行,像质计的放置应在射线源一侧的工件表面上被检焊缝区的一端(被检区长度的1/4部位),钢丝应横跨焊缝并与焊缝方向垂直,细钢丝置于外侧。当射线源一侧无法放置像质计时,也可放在胶片一侧的表面上,但应通过对比试验,使实际像质指数达到规定的要求。周向 曝光时可以在每隔90度放一个像质计。1.3.6拍片时应按照X光机或r射线机的操作程序进行,确保设备人身安全,为了减少散射线的影响,透照时必须对胶片进行有效屏蔽。1.4底片质量射线检测所得到的X光底片应达到下列质量要求:1.4.1选择的曝光条件应使底片有效评定区域内的黑度均应满足下列要求:X射线A级、AB级及B级底片黑度D=1.55.5,AB级2.04.5 B级底片黑度D=2.34.5,双胶片叠加拍摄
3、的底片评定黑度D=2.74.5;X、射线的灰雾度D00.3。1.4.2底片上的像质指数应满足相应的标准中规定的要求。1.4.3底片上的像质计影像应位置正确,定位标记和识别标记齐全,且不掩盖被检焊缝影像。1.4.4底片有效评定区域内不应有因胶片处理不当引起的缺陷或其它底片评定的缺陷。1.5质量分级:被检测部位的质量分级按照NB/T47013.2-2011承压设备无损检测标准或其它相关标准执行。1.6 底片编号:底片编号应按下列顺序进行编排:工程名称工件名称工作编号或图号焊缝编号底片编号返修序号。以上各项可用英文字母或阿拉伯数字编排。1.7.检验报告和底片的存档1.7.1射线照相检验后,应对检验结果及有关事项进行详细记录并写出检验报告。其主要内容应:产品名称、检验部位、检验方法、透照规范、缺陷名称、评片等级、返修情况、透照日期、检验比例和检测布片示意图等。1.7.3底片评定由级射线检测人员进行。1.7.4底片、原始记录、检验报告、委托书等必须妥善保存7年以上,以备随时检查。1.7.5检验报告和底片需移交委托方,由施焊单位妥善保存7年。1.8安全与防护1.8.1在射线透照时应做好设备与人员的
4、安全防护工作,特别是夜间或高空作业时,应采取相应的安全措施,具体实施办法遵照建筑安装工人现场作业安全防范规定中的有关条例执行。1.8.2射线照相的防护应符合GB4792放射卫生防护基本标准和放射性同位素与放射防护条例中的有关规定。作者:maszhc2.超声波检测常规工艺规定2.1适用范围2.1.1母材厚度为6250mm锅炉和压力容器钢板以及其它工业类似用途的钢板超声波检测。2.1.2壁厚为15120mm,公称直径159mm的承压管道单面焊接双面成型的对接焊缝超声波检测。2.1.3焊接件对接处厚度为8120mm的锅炉和钢制压力容器以及其它工业类似用途的压力容器对接焊缝的超声波检测。不适用于铸钢奥氏体不锈耐酸钢。2.1.4碳钢和低合金锻件以及其它机加工件。2.2对被探工件的要求2.2.1被探工件温度不高于60,工作环境应无强磁和高磁场,晶体管检测仪工作环境温度不应超过1040范围,相对温度不应大于80%。2.2.2被探工件在检测前要了解材质、规格及加工工艺等。2.2.3被探工件的检测面不得有铁锈、凸包及其它影响检测的污物。2.2.4焊缝检测前应外观检查合格后具有良好的成型,所探部位的两侧不
《承压特种设备常规无损检测工艺技术规定》由会员m****c分享,可在线阅读,更多相关《承压特种设备常规无损检测工艺技术规定》请在金锄头文库上搜索。

特种设备安装、制造取(换)证迎接审查工作汇报
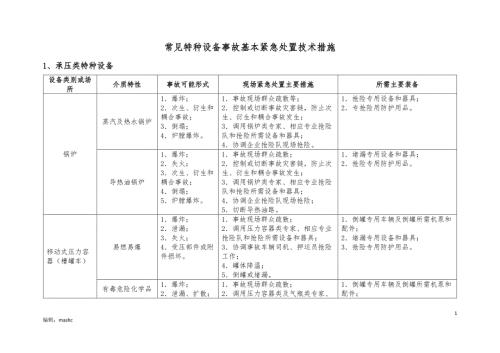
常见特种设备事故基本紧急处置技术措施
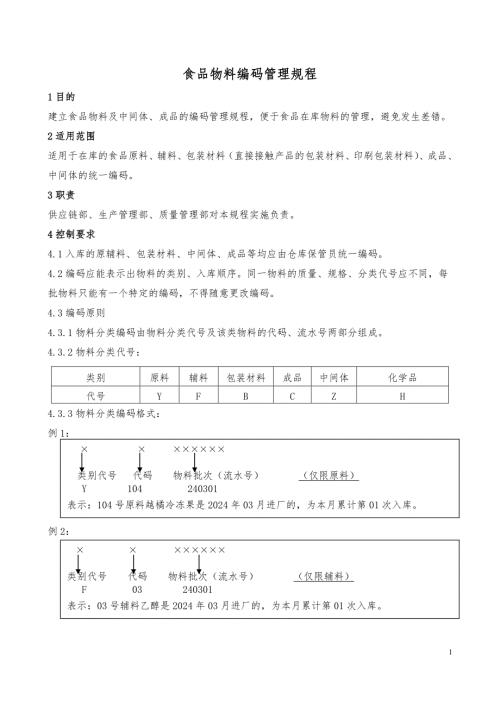
食品物料编码管理规程
食品生产企业库房管理制度
食品加工企业供方评价与选择管理制度
食品原辅料采购管理制度
锅炉能效测试作业指导书2024版
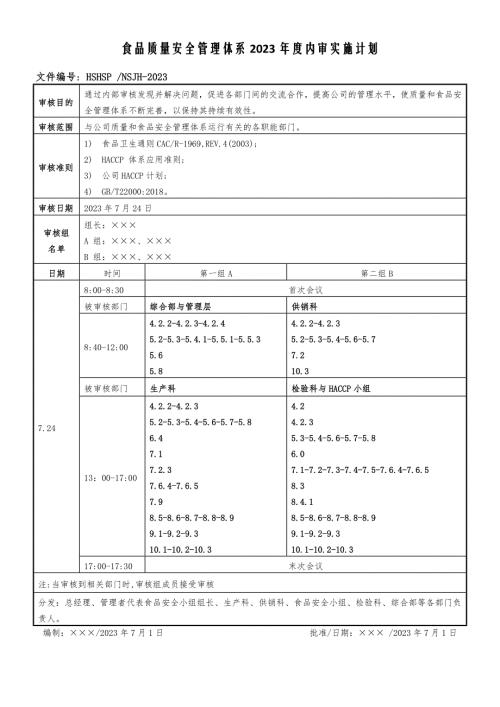
食品质量安全管理体系2023年度内审实施计划
食品生产企业“日管控、周排查、月调度”记录实例及其报告格式
食品质量安全体系2023年度内审资料汇编
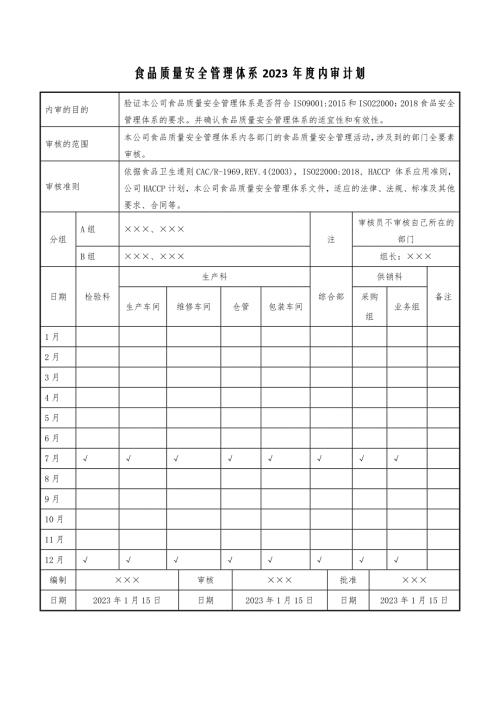
食品质量安全管理体系2023年度内审计划

食品质量安全管理体系内审不符合报告及其不符合项分布统计表
食品企业日管控周排查月调度记录及其报告格式参考
食品生产许可申请书示例
食品(饮料)生产许可——饮料分类及饮料重点生产工艺
常见饮料分类及其工艺流程图
餐饮食品安全管理人员必备知识考试题库(两套含答案)
食品安全、质量与环境三标一体化内审与管理评审实例
符合ISO22000-2018食品安全程序文件2024版
停车设备(库)安装(修理)检验检查记录表
 【方案】施工单位防台(汛)实施方案
【方案】施工单位防台(汛)实施方案
2022-12-18 7页
成品包装工安全风险告知卡
2024-02-10 2页
《压力管道定期检验规则-公用管道》(TSG D7004-2010)
2023-08-08 1页
XX企业事故报告及事故档案(全套模板)
2023-07-05 19页
《特殊作业监护人安全管理制度》
2024-02-11 4页
氯气中毒事故案例
2024-02-18 7页
XX公司风险辨识和分级管控报告(75页)
2022-09-25 90页
XX项目部三级教育试卷安全知识考试题答案
2023-08-02 3页
安全生产法律法规清单(2022年7月版)
2023-02-20 14页
(环境管理)地下水环境监测井建井技术指南
2023-07-05 43页