
常用的数控刀具牌号,买刀的时候少走弯路
6页
1、常用的数控刀具牌号,买刀的时候少走弯路PC9030车普通201的不锈钢还行,车304不锈钢很烂NC3010 NC3020 NC3030 NC500H 加工一般氏钢如45#钢、40Cr、20#钢、A3钢等含碳量较适中的钢件 。如果工件中有间断切削的部分用NC3030,NC3010 NC3020不适用45号钢间断切削,耐冲击性上明显不如NC3030C表示刀片形状、N表示刀片的后角、M表示刀片的公差、G表示刀片断面形状、12表示刀片边长、04表示刀片的厚度、08表示刀片R角大小、HM表示刀片断屑槽、NC3020表示刀片的材质1一般来说车削刀片分为正角刀片和负角刀片,正角刀片表示刀片带有后角,只有一面可以使用 ;负角刀片表示刀片不带后角,刀片两面均可使用。2刀片公差基本使用M级,一般正角刀片的型号均使用CCMT,DCMT,TCMT等,负角刀片均使用 CNMG,DNMG,TNMG等。3刀片厚度一般都有规定,不需要强行记忆4刀片断屑槽有许多种,而且各厂家表示法均不相同。一般选用断屑槽之前,先要问清客户是采 用精加工还是粗加工,再选用合适的断屑槽。韩国KORLOY众多断屑槽中一般都选择“HF”、“H
2、M”、“HR”来进 行精加工、中切削和粗加工,铝加工选择“AK”,不锈钢加工选择“HS”、“HMP”。5材质的选择最难把握,也是最不容易学会的。基本上材质选择要根据客户的要求和产品的要求 来进行的。就韩国KORLOY刀片而言:a. NC3010 NC3020 NC3030 NC500H 加工一般氏钢如45#钢、40Cr、20#钢、A3钢等含碳量较适中的钢件 。b. NC3015 CC115 NC310 NC330加工钢件的范围较广,但较NC3010等而言,他的硬度高,耐磨性好,但 比较容易崩刃,所以不适合加工20#钢、A3钢等有韧性的材料,一般适合加工调质钢,合金钢等。c. NC9020 PC8010 NC3030 PC9030加工不锈钢。d. NC6010 NC305K NC315K等加工铸铁。e. CN100 CT10 CN20 CN200是金属陶瓷刀片,这种刀片硬度较高,但较脆,一般在精加工中使用,客户 若要求加工HRC30度左右,表面光洁度要求很高的均可使用这种刀片。f. 若碰到有些客户要求加工HRC60度以上的材料,一般推荐CBN(立方氮化硼)刀片,若加工铝件要求光 洁度相当
《常用的数控刀具牌号,买刀的时候少走弯路》由会员宏扬****作室分享,可在线阅读,更多相关《常用的数控刀具牌号,买刀的时候少走弯路》请在金锄头文库上搜索。

机械工程师修炼必备知识55条!
成型刀具CAD绘图详细方法
北京精雕70详细二维刀路路径
铜工艺品CNC雕刻加工
平面零件常见刀具与方法
CNC手机装饰条-纹路铝条
手机侧装饰条铝材料CNC加工
手机铝指纹金属环CNC加工工艺
CNC铝合金手机侧键加工工艺全过程
铝卡托CNC加工工艺详细工艺全过程

mastercam9.1教程之档案转换导入文件

mastercam9.1教程之档案转换导入文件
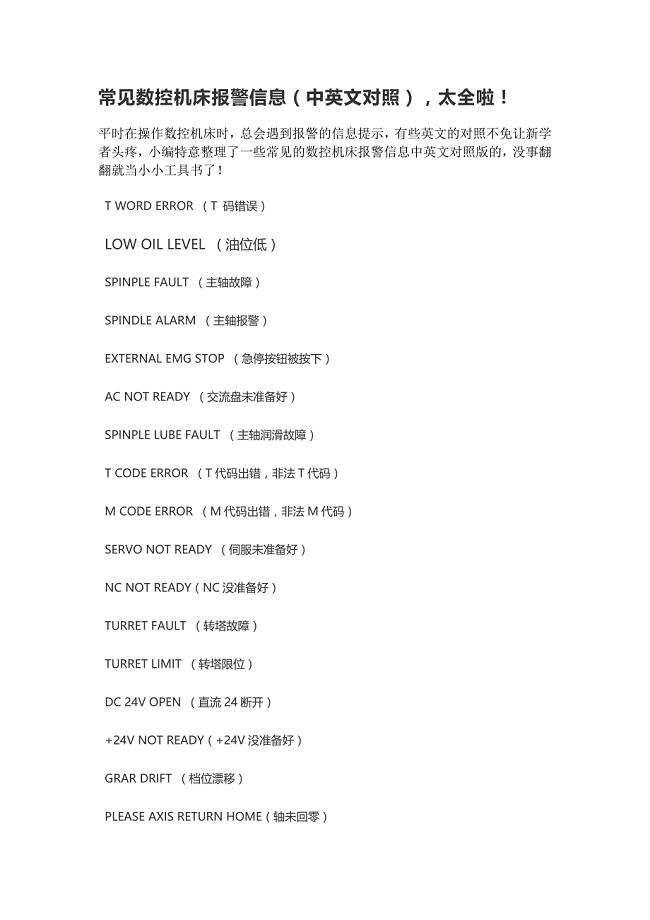
常见数控机床报警信息(中英文对照)太全啦!

数控铣削曲面加工走刀路线的选择
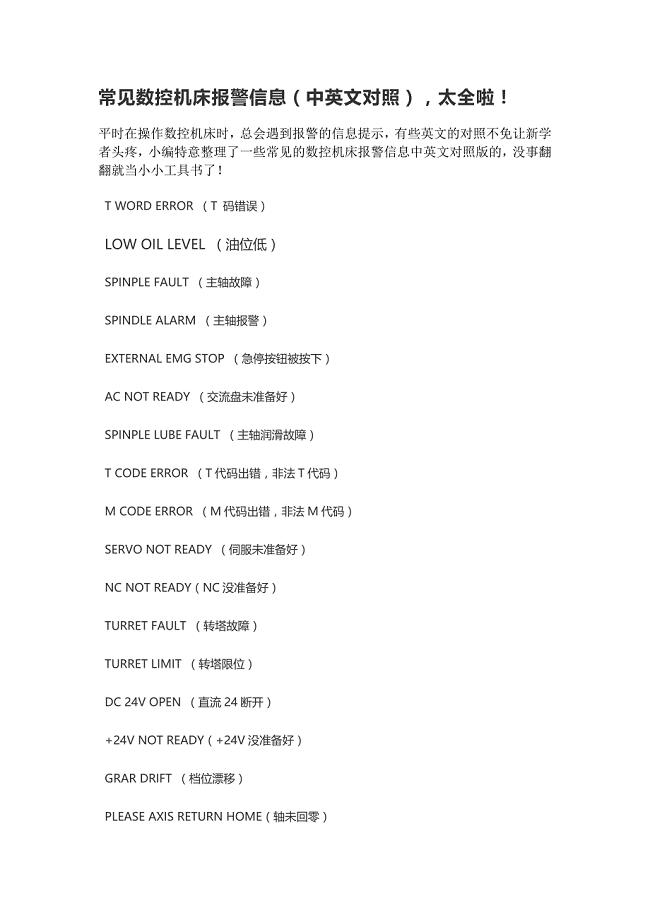
常见数控机床报警信息(中英文对照)太全啦!

mastercam后处理里面修改刀具信息

Mastercam编程的一般步骤
模具工厂CNC加工编程工艺与标准

mastercam9.1如何避免等高外形中刀路两边跑的问题

十种常用淬火方法汇总
 安徽理工AutoCAD上机指导讲义
安徽理工AutoCAD上机指导讲义
2022-03-25 8页
安徽理工《画法几何与制图(CAD)》教学大纲
2022-03-25 4页
安徽理工画法几何机械制图教案
2022-03-25 32页
CAD笔记整理
2021-10-11 38页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
数控铣削曲面加工走刀路线的选择
2021-01-08 3页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
mastercam后处理里面修改刀具信息
2021-01-08 3页