
不锈钢材料加工难点分析
4页
1、不锈钢材料加工难点分析不锈钢材料加工难点主要有以下几个方面:1. 切削力大,切削温度高该类型材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极差,造成切削温度升高,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的磨损。2. 加工硬化严重奥氏体不锈钢以及一些高温合金不锈钢均为奥氏体组织,切削时加工硬化倾向大,通常是普通碳素钢的数倍,刀具在加工硬化区域内切削,使刀具寿命缩短。3. 容易粘刀无论是奥氏体不锈钢还是马氏体不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强韧的切屑流经前刀面时,将产生粘结、熔焊等粘刀现象,影响加工零件表面粗糙度。4. 刀具磨损加快上述材料一般含高熔点元素、塑性大,切削温度高,使刀具磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了刀具使用成本。主要是降低切削线速度,进给。采用专门加工不锈钢或者高温合金的刀具,钻孔攻丝最好内冷。不锈钢零件加工工艺通过上述加工难点分析,不锈钢的加工工艺及相关刀具参数设计与普通结构钢材料应具有较大的不同,其具体加工工艺如下:1.钻孔加工在钻孔加工时,由于不锈钢材料导热性能差,弹性模量小,孔加工起来也比
2、较困难。解决此类材料的孔加工难题,主要是选用合适的刀具材料,确定合理的刀具的几何参数以及刀具的切削用量。钻削上述材料时,钻头一般应选用W6Mo5Cr4V2Al、W2Mo9Cr4Co8等材质的钻头,这些材质钻头缺点是价格比较昂贵,而且难以采购。而采用常用的W18Cr4V普通标准高速钢钻头钻孔时,由于存在顶角较小、切屑太宽而不能及时排出孔外、切削液不能及时冷却钻头等缺点,再加上不锈钢材料导热性差,造成集中在刀刃上的切削温度升高,容易导致两个后刀面和主刃烧伤及崩刃,使钻头的使用寿命降低。1)刀具几何参数设计 在采用W18Cr4V普通高速钢钻头钻孔时,切削力及切削温度均集中在钻尖上,为提高钻头切削部位的耐用度,可以适当增大顶角角度,顶角一般选135140,顶角增大也将使外缘前角减小,钻屑变窄,以利于排屑。但是加大顶角后,钻头的横刃变宽,造成切削阻力增大,因而必须对钻头横刃进行修磨,修磨后横刃的斜角为4755,横刃前角为35,修磨横刃时,应将切削刃与圆柱面转角处修磨成圆角,以增加横刃强度。由于不锈钢材料弹性模量较小,切屑层下的金属弹性恢复大,加之加工过程中加工硬化严重,后角太小会加快钻头后刀面的
3、磨损,而且增加了切削温度,降低钻头的寿命。因此须适当加大后角,但后角太大,将使钻头的主刃变得单薄,减小了主刃的刚性,所以后角应以1215为宜。为使钻屑变窄,利于排屑,还需要在钻头两个后刀面上开交错分布的分屑槽。2)切削用量选择 钻削时,切削用量的选择应从降低切削温度的基本点出发,因为高速切削将会使切削温度升高,而高的切削温度将加剧刀具磨损,因而切削用量中最重要的是选择切削速度。一般情况下,切削速度以1215m/min较为合适。进给量对刀具寿命影响较小,但进给量选择太小将会使刀具在硬化层内切削,加剧磨损;而进给量如果太大,又会使表面粗糙度变差。综合上述两个因素,进给量选择为0.320.50mm/r为宜。3)切削液选择钻削时,为降低切削温度,可采用乳化液作为冷却介质。2.铰孔加工1)刀具几何参数设计不锈钢材料的铰削加工大部分使用硬质合金铰刀。铰刀的结构和几何参数与普通铰刀有所不同。为增强刀齿强度并防止铰削时产生切屑堵塞现象,铰刀齿数一般比较少。铰刀前角一般为812,但在某些特定情况,为了实现高速铰削,也可采用05前角;后角一般为812;主偏角的选择视孔的不同而异,一般情况下通孔为1530,
《不锈钢材料加工难点分析》由会员宏扬****作室分享,可在线阅读,更多相关《不锈钢材料加工难点分析》请在金锄头文库上搜索。

机械工程师修炼必备知识55条!
成型刀具CAD绘图详细方法
北京精雕70详细二维刀路路径
铜工艺品CNC雕刻加工
平面零件常见刀具与方法
CNC手机装饰条-纹路铝条
手机侧装饰条铝材料CNC加工
手机铝指纹金属环CNC加工工艺
CNC铝合金手机侧键加工工艺全过程
铝卡托CNC加工工艺详细工艺全过程

mastercam9.1教程之档案转换导入文件

mastercam9.1教程之档案转换导入文件
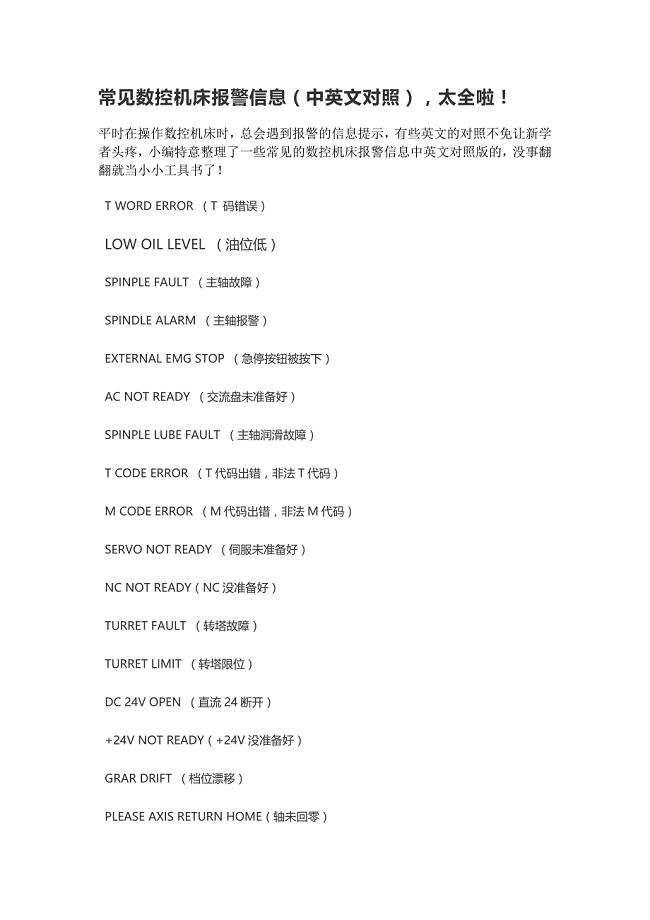
常见数控机床报警信息(中英文对照)太全啦!

数控铣削曲面加工走刀路线的选择
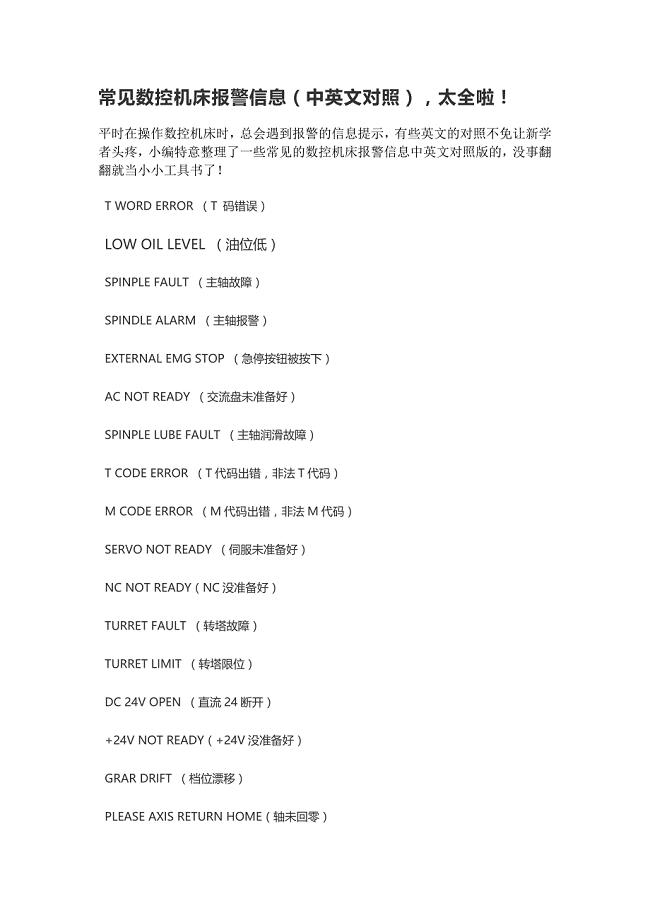
常见数控机床报警信息(中英文对照)太全啦!

mastercam后处理里面修改刀具信息

Mastercam编程的一般步骤
模具工厂CNC加工编程工艺与标准

mastercam9.1如何避免等高外形中刀路两边跑的问题

十种常用淬火方法汇总
 安徽理工AutoCAD上机指导讲义
安徽理工AutoCAD上机指导讲义
2022-03-25 8页
安徽理工《画法几何与制图(CAD)》教学大纲
2022-03-25 4页
安徽理工画法几何机械制图教案
2022-03-25 32页
CAD笔记整理
2021-10-11 38页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
数控铣削曲面加工走刀路线的选择
2021-01-08 3页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
mastercam后处理里面修改刀具信息
2021-01-08 3页