
钢桁架结构的安装工艺
13页
1、钢桁架结构的安装工艺1、吊装前的准备工作(1)轴线、标高复核:结构安装前应对基础轴线和标高再次进行检查,其钢柱应符合如下要求:(a)柱间距符合标准要求;(b)基础顶面预埋钢板做为柱的支承面,支承面的允许偏差应符合规范要求。(2) 操作平台脚手架平台搭设本工程操作用工作平台搭设采用脚手架工作平台,脚手架从地面向上搭设,设置交叉支撑,脚手架上满铺脚手片,脚手架承载能力250kg/m2。并有周边围护,以确保安装人员操作安全。(7)吊装机具的选择本工程钢结构主桁架跨度为63米,起吊高度为22.8米。根据现场实际情况及吊车性能表计算确定,构件的吊装选用80吨履带吊进行钢桁架结构的整体吊装。2、吊装索具的选定主桁架钢丝绳的选用(1)钢结构屋盖桁架最大重量为24.5吨, 加上吊具及其它辅助构件的重量,以25.0吨计算,根据要求水平吊装的夹角应大于60度,以60度计算,具体受力分析图如下:钢桁架吊装受力分析图G=25000kg=250000N,sin=0.866,则F=G/2sin=250000/1.732=144341.8N,选用6X37-34.50-1700钢丝绳,查表得修=0.82,取安全系数K
2、=4。查表得F安全拉力=SPX修/K=758000X0.82/4=155390.0N,F安全拉力F=144341.8N因此本工程桁架吊装可选用6X37-34.50-1700钢丝绳进行吊装。3、屋盖钢桁架的吊装(1)钢桁架的吊装次序见桁架吊装顺序图。先安装11轴的主桁架结构,然后依次向两侧延伸。主桁架吊装示意图1主桁架吊装示意图2在依次安装10轴和12轴的主桁架,安装完毕后在安装中间的次桁架。以此类推,直至全部桁架安装完毕。(2)在桁架吊装以前,应先将支座安装完毕,支座安装的质量必须符合GB50205-2001标准规范和施工图纸要求。(3)由于主桁架的跨度比较大,最大的主桁架跨度距离为63米,重量为25吨,最高标高为22.80米,为了安全起见,整体拼装完成后采用80吨履带吊经行吊装。在三根砼柱周围搭设脚手架支撑工作平台。工作平台搭设采用脚手架工作平台,脚手架从地面向上搭设,设置交叉支撑,脚手架上满铺脚手片,脚手架承载能力200kg/m2。(4)在地面上搭设好桁架的拼装胎架,用水准仪、经纬仪和全站仪测量和控制胎架的定位尺寸、标高,胎架要牢固。(5)主桁架吊装完毕后,在下一榀主桁架为吊装完成
3、之前,用缆风绳将主桁架固定,桁架总重约为25吨,则主桁架的水平侧向拉力为N=tan100*25t=4.132t,根据角度计算得出;N1= 4.132t/ cos45= 2.913t,考虑风荷载对缆风绳的影响,选用1寸钢丝绳做缆风绳,满足要求。缆风绳固定于混凝土柱或临时砸设的地锚上面,固定必须牢固。缆风绳示意图(6)主桁架安装完成后应及时安装两侧的次桁架结构,以保证桁架结构的整体稳定性。六、主要技术措施1、焊接质量控制(1)、焊接材料:本工程所用焊接材料必须是合格产品,有质量证明书,包完好,开箱检查药皮完好,焊芯无锈蚀状况,焊接时随领随用,不使用药皮脱落、焊芯生锈、潮湿的电焊条。本工程所用焊条为J506用于焊接Q345B母材。J426焊条各用于焊接Q235B母材。施焊前必须经烘箱烘干后,方可使用,并做好烘焙记录。焊条直径选用3.2和4.0型。(2)、焊接设备完好,接地要好,经常检查,使其处于良好的工作状态。(3)、焊工工具配备齐全,操作平台搭设牢固,并做好防护。(4)、施焊前对坡口进行检查、清理,使坡口处无锈蚀、水分、杂物等。当不符合要求时,应经修整合格后方可施焊。(5)、严格按工艺规范
《钢桁架结构的安装工艺》由会员万****分享,可在线阅读,更多相关《钢桁架结构的安装工艺》请在金锄头文库上搜索。
排水整治工程确保安全生产的技术组织措施
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
电气安装焊接工程强制性条文执行情况检查表
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
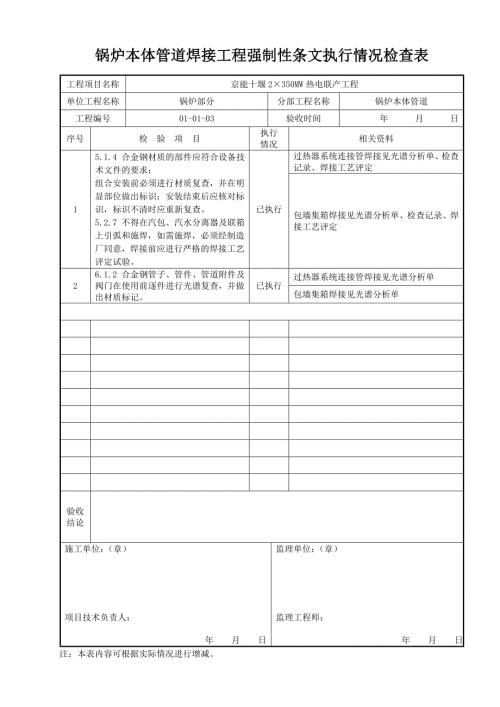
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
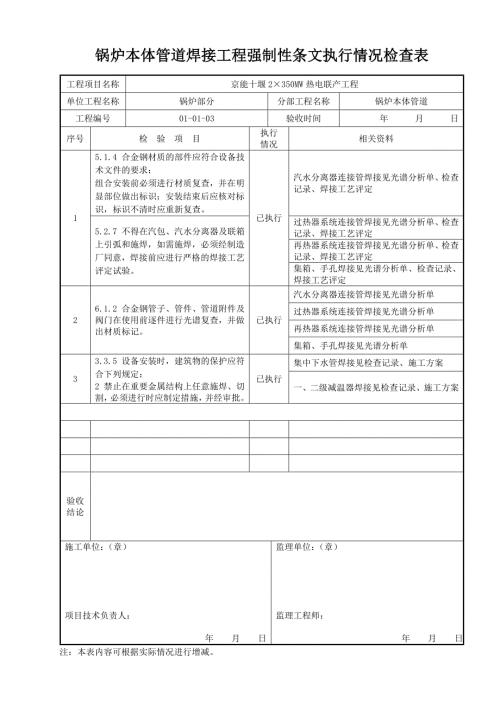
锅炉本体管道焊接工程强制性条文执行情况检查表
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 门式钢管脚手架技术交底记录
门式钢管脚手架技术交底记录
2024-04-10 4页
中考阅读技巧(1)
2024-03-20 4页
《2020不一样的春节》疫情作文白衣天使
2024-03-20 1页
离心泵设计教程解析
2024-02-23 33页
离心泵的水力设计讲解
2024-02-23 34页
挂轨式防爆巡检机器人白皮书
2024-02-20 65页
机械与电气工程学院学生寝室安全工作责任书
2024-01-19 3页
大学学生宿舍成员安全责任书
2024-01-19 2页
排水整治工程确保安全生产的技术组织措施
2023-12-28 13页
[杭州]商品住宅超深基坑工程施工方案193页
2023-12-28 190页