
核电焊工资格的编制方法与适用范围HAF603与国核安发28号
50页
1、民用核安全设备焊工资格编制方法 及其适用范围,民用核安全设备焊工焊接操作工 资格管理规定(HAF603),关于加强民用核安全设备焊工焊接操作工资格管理的通知(国核安发201028号),国家环境保护总局令 第45号,民用核安全设备焊工焊接操作工资格管理规定(HAF603),民用核安全设备焊工焊接操作工资格管理规定(HAF603) 已于2007年12月25日经国家环境保护总局2007年第四次局务会议审议通过,现予公布,自2008年1月1日起施行。 1995年6月6日国家核安全局发布的民用核承压设备焊工及焊接操作工培训、考试和取证管理规定 (HAF603) 同时废止。 国家环境保护总局局长 周生贤 二七年十二月二十八日,国家核安全局文件 国核安发201028号,各相关单位: 根据民用核安全设备焊工焊接操作工资格管理规定(HAF603),我局已选定民用核安全设备焊工焊接操作工考核中心,并制定了具体管理要求(见附件)。 2010年3月1日以后,各民用核安全设备焊工焊接操作工考核中心以及民用核安全设备焊工焊接操作工的聘用单位应根据相关要求开展民用核安全设备焊工焊接操作工资格管理工作。 附件:1.民
2、用核安全设备焊工焊接操作工资格管理程序 2.焊工项目考试质量保证补充要求 3.焊工项目考试合格项目代号编制方法及其适用范围 二一年二月十一日,关于加强民用核安全设备焊工焊接操作工资格管理的通知,1998年机构改革,国家核安全局并入国家环保总局,设立核安全与辐射环境管理司(国家核安全局),负责全国的核安全、辐射安全、辐射环境管理的监管工作。2003年以后,国家环保总局对外保留国家核安全局的牌子。国家环保总局副局长任国家核安全局局长。2008年3月国家环保总局升格为环境保护部,对外保留国家核安全局牌子。环境保护部副部长任国家核安全局局长。,国家核安全局简史,焊工资格编制方法及其适用范围,技能变素: 与焊接活动有关,其变化会影响焊工项目考试结果适用性的近似因素或参数的综合叫做技能变素,在HAF603中简称变素。,为了便于管理,HAF603将技能变素归纳为八个类别:焊接方法、试件形式 、焊缝形式 、母材类别 、焊接材料 、焊缝金属厚度与管材外径 、 焊接位置和焊接要素。,项目代号(焊工资格)编写方式为:焊接方法分类号、试件 形式代号、焊缝形式代号、母材类别号、焊接材料、焊缝金 属厚度和管材外径
3、、焊接位置代号、焊接要素代号。例: HWS/HD T GW 02/c t8(1.5/6.5)D57 H-L045 ss nb,焊接方法 试件形式 焊缝形式 母材类别 焊接材料,焊缝金属厚度和管材外径 焊接位置 焊接要素 项目代号示例 焊工项目考试的分类 焊工资格的有效期及其维护,焊工资格编制方法及其适用范围,焊接方法,民用核安全设备制造、安装和维修中常用的焊接方法的分类和代号见表1,表1中的各类焊接方法之间不能互相代替。 组合焊接方法的代号可用每种焊接方法的代号并列表示。例如:手工钨极氩弧焊打底,其余层采用焊条电弧焊的组合方法表示为“HWS/HD”。,返回,试件形式,28号文 6.1 焊工试件形式代号,返回,28号文 6.2 焊接操作工试件形式代号,焊接操作工采用管材坡口焊缝或角焊缝考试时,管外径自定,经操作技能考试合格后,适用于管材坡口焊缝和角焊缝试件管外径的最小值为试件外径,最大值不限。,母材类别,母材金属的分类和代号见表2。表2的分类适用于轧制、锻造和铸造等材料。 焊工、焊接操作工在操作技能考试时应符合下列规定: (1)焊工采用同类材料中任一钢号考试合格后可免去该类其它材料的考试
4、。 (2)焊工采用类材料中类别较高的考试合格后,可免去类别较低材料的考试。,异种材料在考试项目代号中的表示方法用“X/Y”表示,X、Y表示母材金属的类别号。,(3)焊工采用(注:可能是)类材料的考试不能由其它类别材料互相代替。 (4)对于异种材料的焊接,焊工若采用母材中的两类材料 均包括在表2中第类别内,并且对两者中较高类别的材 料已考试合格,则可免考;若采用两类材料中有第类,且已 对两类母材分别考试合格,则可免考,但焊接材料采用镍基合 金材料时,仍须考试。 (5)焊接操作工采用某类别任一钢号经焊接操作技能考试 合格后,适用其他类别钢号。例:HM P GW PA bs ml 05 28号文规定焊接操作工项目代号不列母材分类代号,(采用任一钢 号经焊接操作技能考试合格后)考试结果使用所有母材(IX类母材除外)。,返回,以上四条内容列表示意,焊缝形式,操作技能考试试件的焊缝形式分为坡口焊缝(包括对接焊缝和接管焊缝)、角焊缝、堆焊三种形式,代号分别为GW、FW、D。 坡口焊缝试件分带衬垫和不带衬垫两种。双面焊、部分焊透的坡口焊缝均视为带衬垫。 对接焊缝的考试结果可以适用于任何接头形式的对接焊
《核电焊工资格的编制方法与适用范围HAF603与国核安发28号》由会员万****分享,可在线阅读,更多相关《核电焊工资格的编制方法与适用范围HAF603与国核安发28号》请在金锄头文库上搜索。
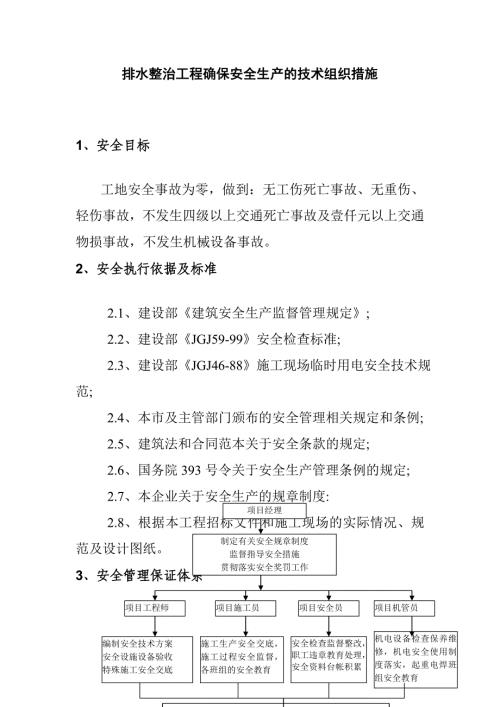
排水整治工程确保安全生产的技术组织措施
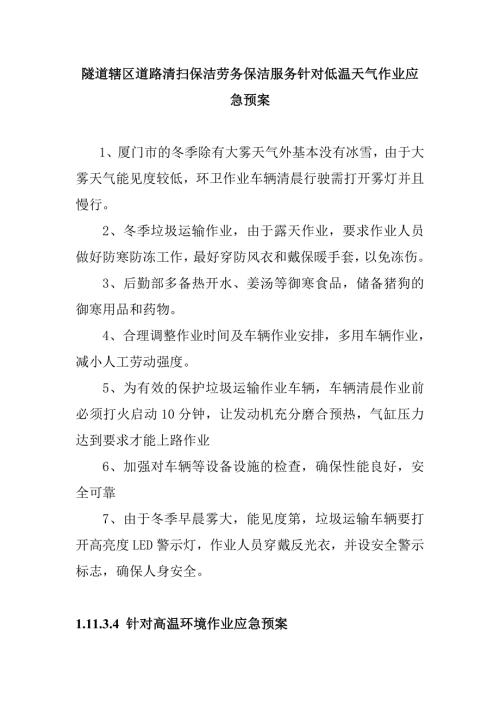
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
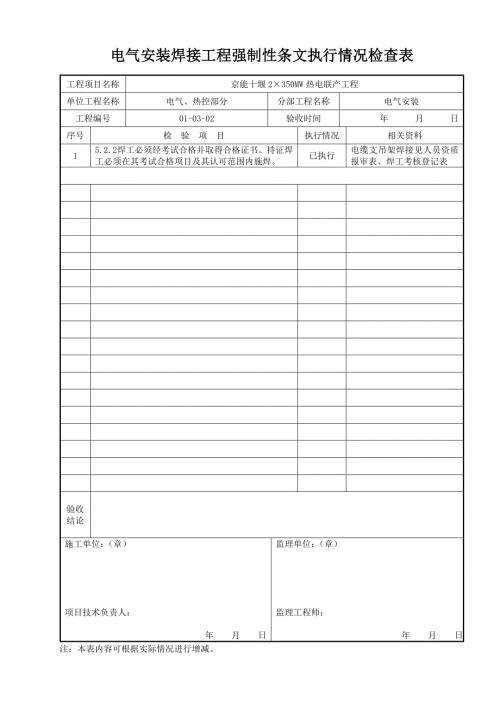
电气安装焊接工程强制性条文执行情况检查表
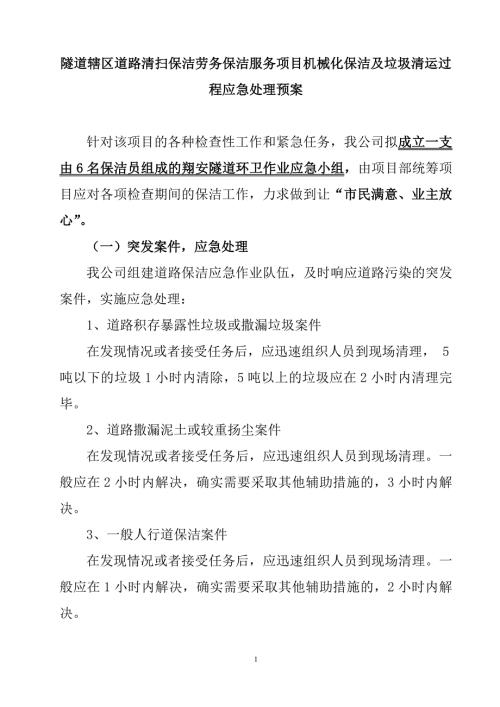
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
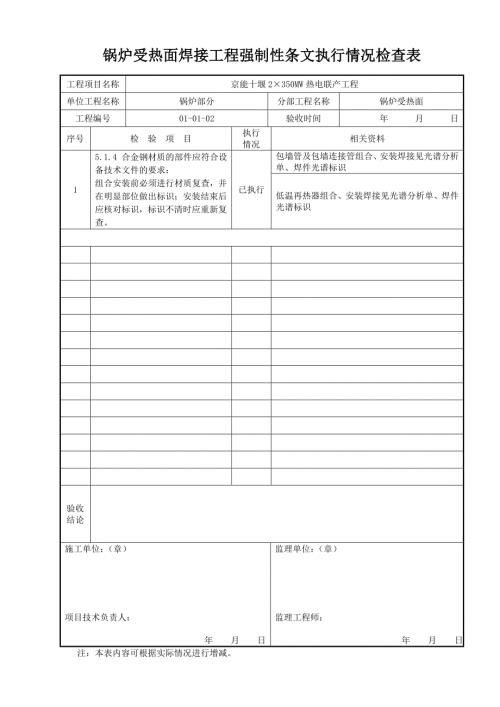
锅炉受热面焊接工程强制性条文执行情况检查表
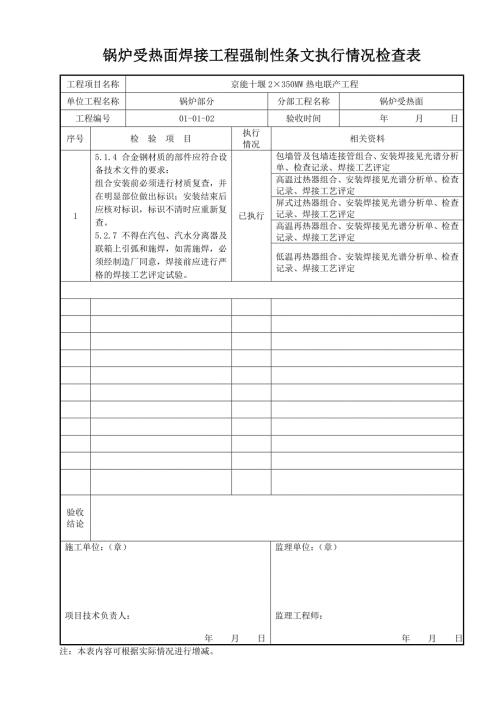
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
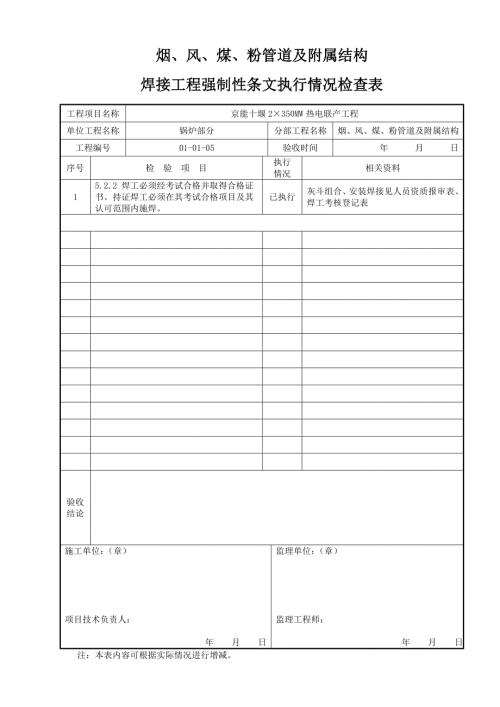
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
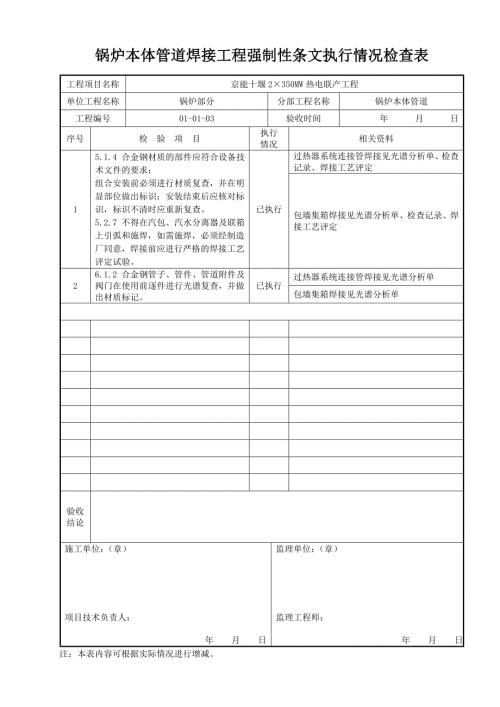
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
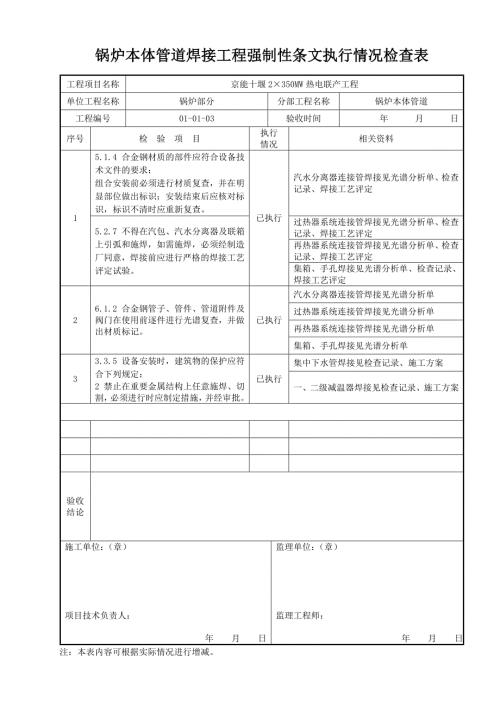
锅炉本体管道焊接工程强制性条文执行情况检查表
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 企业安全负责人教育培训
企业安全负责人教育培训
2024-02-20 58页
集中供热基础技术培训
2024-02-20 69页
流水施工(土木工程施工讲义)
2024-02-20 60页
工程质量管理职业标准培训
2024-02-20 78页
建设工程项目管理PPT培训讲义
2024-02-20 263页
陕建创优BIM质量样板
2024-02-20 165页
基坑排水与降水工程施工技术培训讲义(图文并茂)
2024-02-20 70页
机电安装细部做法(水、风)培训
2024-02-20 134页
缆索吊机与拱桥施工施工
2024-02-20 146页
第七节土石坝的构造
2024-02-20 50页