
冲压模具制造工艺设计
27页
1、概述模具是工业生产中使用极为广泛的工艺装备之一,也是发展工业的基础。模 具是成形金属、塑料、橡胶、玻璃、瓷等制件的基础工艺装备,是工业生产中发 展和实现少无切屑加工技术不可缺少的工具。模具是一种高效率的工艺设备,用 模具进行各种材料的成型,可实现高速度的大批量生产,并能在大量生产条件下 稳定的保证制件的质量、节约原材料。因此,在现代工业生产中,模具的应用日 益广泛,是当代工业生产的重要手段和工艺发展方向。许多现代工业的发展和技 术水平的提高,在很大程度上取决于模具工业的发展水平。为了实现工业现代化今后的模具发展趋势大致包括以下几方面:1、发展高效模具。对于大批量生产用模具,应向高效率发展。如为了 适应当前高速压力机的使用,应发5冲模的工作部分零件必须具备的性能展多工 位级进模以提高生产效率。2、发展简易模具。对于小批量生产用模具,为了降低成本、缩短模具 制造周期应尽量发展薄板冲模、聚氨酯模具、锌合金、低熔点合金,环氧树脂等 简易模具。3、发展多功能模具。为了提高效率和保证制品的质量,要发展多工位 级进模及具有组合功能的双色、多色塑料注射模等。4、发展高寿命模具。高效率的模具必然需要高寿
2、命,否则将必然造成 频繁的模具拆卸和整修或需要更多的备模。为了达到高寿命的要求,除模具本身 结构优化外,还要对材料的选用和热处理、表面强化技术予以开发和创新。5、发展高精度模具。计算机硬件,软件以及模具加工,检测技术的快 速发展使得精锻模具CAD/CAM/CAE 一体化技术成为锻造企业切实可行的技术。 精密,高效是现代锻造业的发展趋势;应用该技术的实践表明,只有基于效率的 模具CAD/CAM/CAE-CAX平台才能实现精锻件及其模具的高效率开发。模具的发展与现状模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品。也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造 水平的重要标志,随着国民经济总量和工业产品技术的不断发展,各行业对模具 的需求量越来越大,技术要求也越来越高,目前我国模具工业的发展步伐日益加 快,“十一五期间”产品发展重点主要应表现在:1、汽车覆盖件模;2、精密冲模;3、大型及精密塑料模;4、主要模具标准件;5、其它高技术含量的模具。目前我国模具年生产总量已位居世界第三,其中,冲压模占模具总量的40% 以上,但在整个模具设计制造水平和标准化程度
3、上,与德国、美国、日本等发达 国家相比还存在相当大的差距,以大型覆盖件冲模为代表,我国已能生产部分轿 车覆盖件模具,轿车覆盖件模具设计和制造难度大,质量和精度要求高,代表覆 盖件模具的水平,在轿车模具国产化进程中前进了一大步,但在制造质量、精度、 制造周期和成本方面,以国外相比还存在一定的差距,标志冲模技术先进水平的 多工位级进模和多功能模具,是我国重点发展的精密模具品种,在只在精度、适 用寿命、模具结构和功能上,与国外多工位级进模和多功能模具相比,存在一定 差距。第一章冲压制品设计概论前言:冲压设备的选用根据所要完成的冲压工艺性质、生产批量的大小、冲压件的几何尺寸和精度 要求来选定设备类型。开式曲柄压力机虽然刚度差,但它成本低,且又三个方向可以操作的优点, 故广泛应用于中小型冲裁件、弯曲件、拉伸件的生产中。闭式曲柄压力机刚度好、精度高,只能靠两个方向操作,适用于大中型的生 产。双动曲柄压力机又两个滑块,压边可靠易调。适用于较复杂的大中型拉伸件 的生产。1.1模具的概念及其在工业生产中的作用在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力机的压 力,使金属或非金属材料在专用
4、工具变形、流动获得所需形状和尺寸的工件,这 种专用工具统称为模具。模具是成型金属、塑料、橡胶、玻璃、瓷等制件的基础工艺设备,是工业生 产中发展和实现少无切屑技术不可缺少的工具。加汽车、拖拉机、电器、电机、 仪器仪表、电子等行业有60%80%的零件需用模具加工,轻工日用品的生产需 用模具更多,螺钉、螺母、垫圈等标准零件,没有模具就无法大量生产。由此看 来,模具是工业生产中使用极为广泛的主要工艺设备之一。模具是一种高效率的工艺设备,用模具进行各种材料的成型,可实现高速度 的大批量生产,并能在大量生产条件下稳定的保证制件的质量、节约原材料。因 此,在现代工业生产中,模具的应用日益广泛,是当代工业生产的重要手段和工 艺发展方向。许多现代工业的发展和技术水平的提高,在很大程度上取决于模具 工业的发展水平。模具工业的水平和发展状况已被认为是衡量一个国家工业水平 的重要标志之一1.2冲压加工工艺及其应用冲压是指在常温下利用模具在压力机的作用下,对材料施加压力,将材料分 离和变形,从而获得一定形状、尺寸和精度零件的一种加工方法,又可称为冷冲 压或版料冲压。冲压加工与其它机械加工方法相比,具有很多优点:
《冲压模具制造工艺设计》由会员桔****分享,可在线阅读,更多相关《冲压模具制造工艺设计》请在金锄头文库上搜索。
能够点石成金创业计划书范本.docx
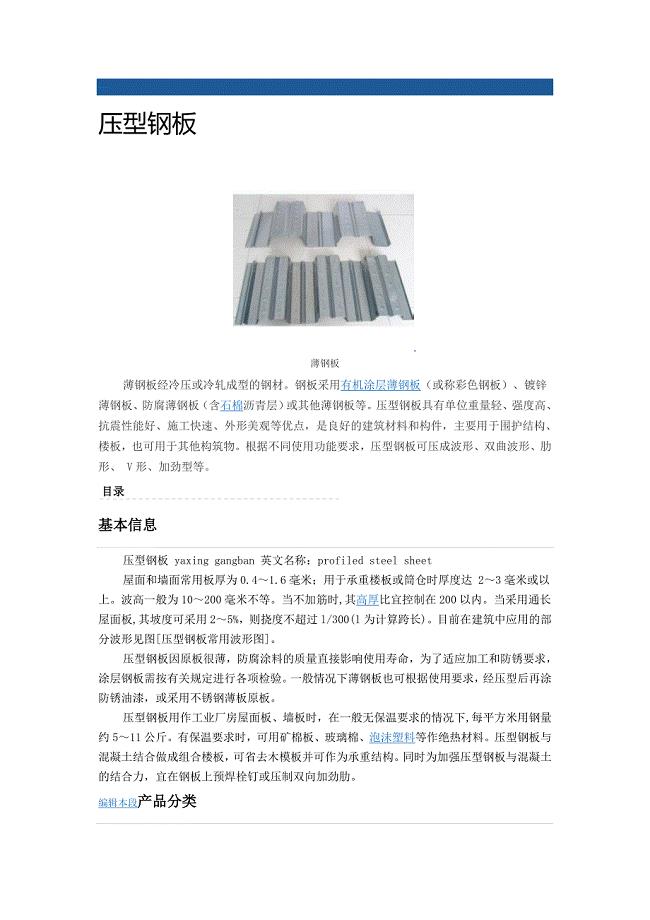
建筑材料压型钢板详解.doc
![立 定 跳 远[4].doc](https://union.152files.goldhoe.com/2023-7/14/a097f031-d2a0-43fd-9abd-c2a8de94fa96/pic1.jpg)
立 定 跳 远[4].doc

好用的感恩父母的演讲稿范文集合8篇

2023年政府自身建设是构建和谐社会的重要基石.docx
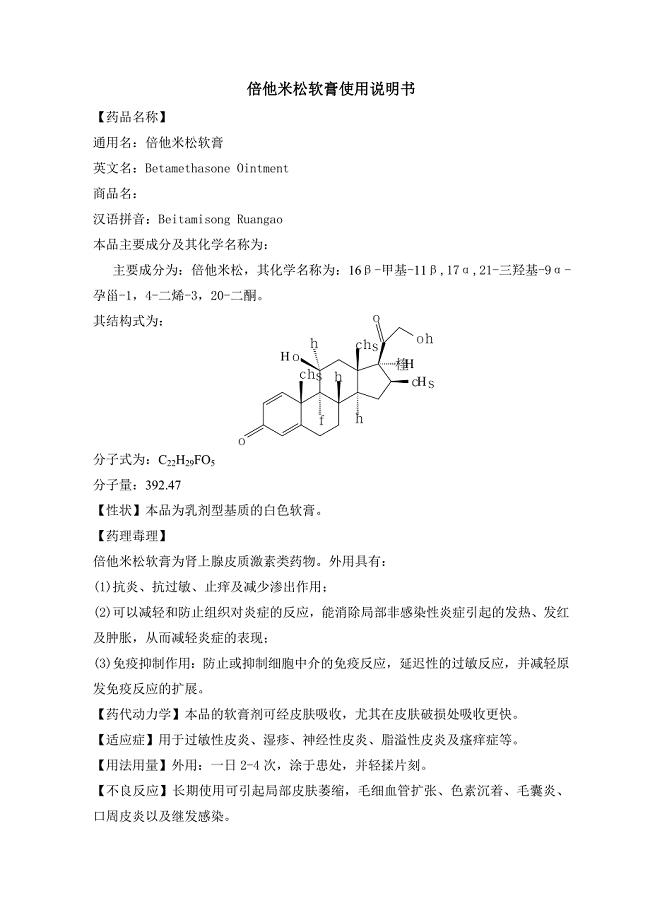
倍他米松软膏说明书.doc

2022年国土资源局工作计划三篇

新建年产2万吨非氢化石油树脂装置项目可行性研究报告.doc

2021年教师的年终工作总结.docx

2022年员工大会发言稿三篇.docx
盛利生态猪养殖项目建设可行性研究报告.doc

基于单片机的温度控制系统.doc

离婚财产处理协议样本(五篇).doc

小学语文二年级下册根据课文内容填空(人教版).doc

物业管理员岗位职责模板(6篇)
二次结构工艺流程图
小学毕业典礼教师演讲稿.doc

飞毛腿XX动力车项目商业计划书(1)

助理试用期转正工作总结的范文(汇编20篇).docx

2023年在外环路外发展现代都市农业的思考.docx
 可持续性和可复制性
可持续性和可复制性
2022-10-16 1页
公司五年规划
2022-11-30 9页
城区旧桥拓宽加固的设计方法研究
2023-07-23 3页
教师普通话培训总结(通用6篇)
2024-01-02 6页
4种诊疗方案
2023-06-06 17页
小升初词语运用
2023-07-24 8页
肾病的饮食调养主原则
2022-12-15 18页
防尘措施和避免大气污染
2022-12-28 8页
资质申请报告范文3篇
2023-05-07 18页
农村金融支持制健全策略探究
2023-11-01 3页