
双面玻璃组件的工艺流程
4页
1、双面玻璃组件的工艺流程双面玻璃太阳电池组件的结构有多种, 本文主要讨论的 是层压封装的双面玻璃晶体硅太 阳电池组件 (简称双面玻璃 组 件)。 图 1 是 双 面 玻 璃 太 阳 电 池 组 件 结 构 。 这 种 组 件 由 玻 璃 -EVA 胶膜 - 太阳电池 -EVA 胶膜 - 玻璃共 5 层组成。与 普通太阳电池组件结构相比,双面玻璃组件利用背板玻璃代替TPE(或TPT)。TPE为柔性 材料, 玻璃是硬度高的刚性材料, 双面玻璃层压封装过程中由于两层刚性玻璃的挤压, 很容易出现气泡、移位、太阳电池裂片、玻璃碎裂现象。J賂1双面璇瑚;fc吧电池组件结松FigJ Struciure of glass-cjtass Otamociules丈阳电池一、电池片的分选1. 电池片表观美观,正面不允许存在缺角、断栅、污染、崩边、印刷偏移,背面主栅线不 允许断栅、偏移、银铝浆缺少、污染。电池片正反面表观一定要好。2. 电池片功率高,转换效率好。二、焊接1. 单焊时,首先检查电池片是否有缺角、表观不良等现象;注意电池片表面不能有锡渣、 助焊剂残留、手指印、焊带需焊在主栅线上,不能露白、虚焊、脱焊
2、。2. 串焊时电池片表面不能有锡渣、助焊剂残留、焊带需焊在主栅线上,不能偏离主栅线、 虚焊、脱焊。三、层叠1. 首先检查玻璃是否有结石、裂纹、缺角、夹钳印、水印痕、水花纹;是否有气泡、划伤 污垢;2. 检查玻璃的尺寸是否符合图纸要求;检查EVA材料型号、尺寸是否符合要求;3. 平铺好玻璃用酒精布拭擦玻璃除去污渍,再铺上一层EVA, EVA绒面朝向电池片负极。4. 将串联好的电池片平铺到EVA上面,电池片负极朝向EVA,定好位确保串与串之间的间距 达到图纸要求。5. 用烙铁将汇流条焊接好,焊接时要注意保持间距,确保电池串不偏移。6. 焊接好后,将两层EVA平铺在电池片上,注意EVA绒面朝向电池片正极,确保电池片之间的距离与图纸要求一致。7. 铺好 EVA 后,再把平板钢化玻璃盖在 EVA 上,确保上下两层玻璃完全吻合,不能产生偏 移。8. 在平板钢化玻璃下面一处增加 EVA 厚度,使 EVA 与玻璃之间留有一定的空隙,有利于抽 真空,排除空气。四、层压1. 层压之前将组件玻璃四周上分别放置一块TPT,有利于层压。2. 调好层压参数:温度:150C,抽真空:9分钟 加压:38秒层压时间:1
《双面玻璃组件的工艺流程》由会员壹****1分享,可在线阅读,更多相关《双面玻璃组件的工艺流程》请在金锄头文库上搜索。

外用冻干人纤维蛋白粘合剂说明书.doc

2022年工会竞聘演讲稿范文
庭院草坪养护管理五步法
行政执法监督检查活动方案
小学生法制黑板报资料
2023年开展农村土地突出问题专项治理工作情况汇报.doc
10、田园诗情.doc
妇女节经典祝福语汇编

地铁施工安全生产管理方案.docx

城区旧桥拓宽加固的设计方法研究

改革阻力来自何方.doc
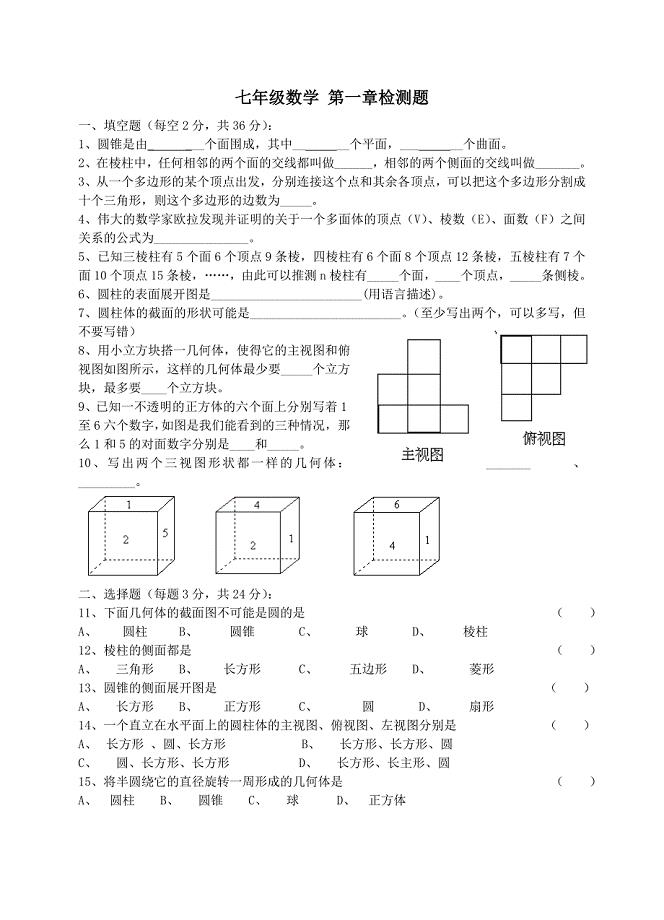
第一章《丰富的图形世界》综合检测题.doc

七年级下册复习提纲
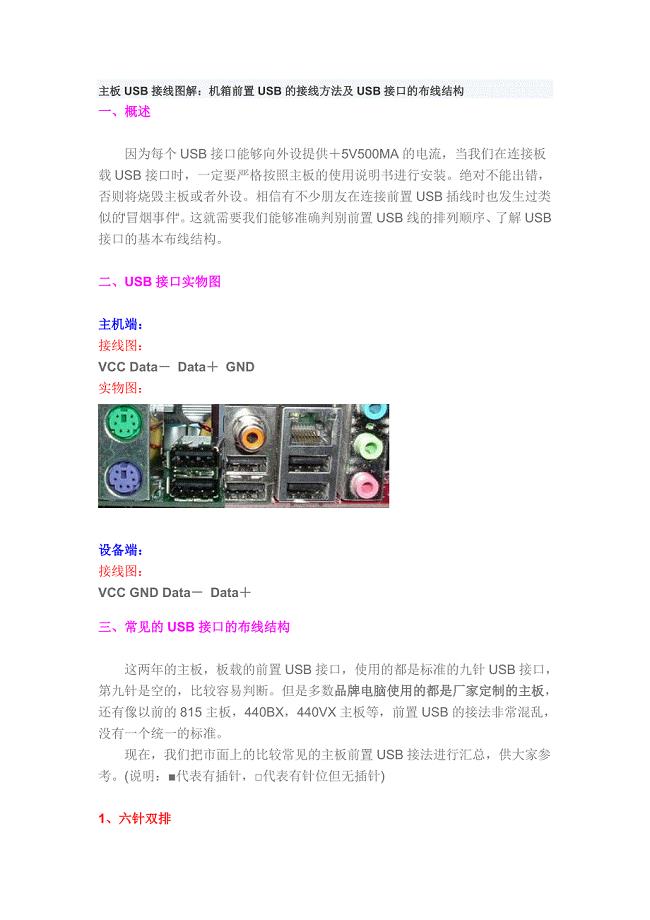
主板USB接线图解.doc

安全文明施工存在的诸多问题.doc
论合同自由原则

高二历史月考必考知识点概括.docx

化粪池清理安全责任书
公司作息制度.doc

洪山口九年一贯制学校安全工作流程.docx
 可持续性和可复制性
可持续性和可复制性
2022-10-16 1页
公司五年规划
2022-11-30 9页
城区旧桥拓宽加固的设计方法研究
2023-07-23 3页
教师普通话培训总结(通用6篇)
2024-01-02 6页
4种诊疗方案
2023-06-06 17页
小升初词语运用
2023-07-24 8页
肾病的饮食调养主原则
2022-12-15 18页
防尘措施和避免大气污染
2022-12-28 8页
资质申请报告范文3篇
2023-05-07 18页
农村金融支持制健全策略探究
2023-11-01 3页