
酚醛拉挤成型工艺新进展
3页
1、酚醛拉挤成型工艺新进展(二)酚醛树脂,具有耐燃、烟雾释放量低,以及含有毒气体量较少等显著特点,因而酚醛玻 璃钢广泛用于各种防火阻燃等应用场合。但是,如何将酚醛树脂用于拉挤成型工艺,这是近 十多年来,引起国内外玻璃钢业界广泛重视的一个工艺技术问题。现对酚醛拉挤工艺的一些 最新进展,作简单的介绍。一、拉挤成型工艺概述从理论上讲,拉挤成型工艺比较简单。所用增强材料的种类较为广泛,可以使用纤维状 的,也可以使用编织物或毡状的,其组分可以是玻璃纤维,也可以是芳纶纤维、碳纤维或其 他纤维材料的。增强材料通常采用连续的喂入方法,例如采用无捻粗纱纱团,从纱架上连续喂入纤维的 方法。拉挤成型时,纤维首先穿过与玻璃钢制品尺寸相同的热成型模,然后进入一个拉引机 构。在纱架与成型模之间,设有一个胶槽,其中放置有预先配制好的树脂,纤维浸渍树脂后 经导向装置进行排布,而后进入成型模。在导向装置上,设有一个圆孔或狭缝,用来除去纤维上粘有的过多的树脂。成型模的温 度分布,是经过精心设计的,以确保拉挤料离开模具后部端口时,树脂已完成固化过程。在 拉引机构和切割机的前方,设有一个空气冷却段,以冷却温度较高的拉挤制品。据有
2、关报道,对拉挤工艺的工序排布,目前已出现一种新的形式。这种新的排布形式, 是把经过配制混合的树脂,在成型模的前端位置上,在压力的作用下注射入模。这种新的拉 挤工艺形式,不但省去了树脂浸胶槽,而且增强材料入模前保持为干燥状态。这种工艺方法 也称为“注射拉挤工艺”(IP)。这种注射拉挤工艺方法有以下两个优点:一是树脂组分配料较为准确,可利用计量泵连 续计量,以避免手工混合带来的误差;二是树脂浸渍槽,由开放形式变成了全封闭形式,大 大降低了树脂溅散的可能性,从而改善了拉挤工艺的工作环境。二、酚醛拉挤工艺所遇到的问题在聚酯树脂拉挤成型工艺中,由于采用了活性稀释剂苯乙烯,它本身可起到交联剂的作 用,因而在拉挤成型模内不会产生挥发性的物质。但酚醛树脂是一种缩聚树脂,在树脂链增 长或交联过程中,将会产生出水分子。由于拉挤成型模腔温度,经常在100C以上,因而酚 醛树脂固化过程中,将会发生什么现象,水分子如何排出,这是酚醛拉挤工艺,首先遇到的 一个需要解决的技术关键问题。1、酚醛缩聚反应放出水分,对拉挤工艺所产生的影响问题早在八十年代初期,欧洲一些酚醛生产厂商就开始研制酸催化的酚醛树脂,其固化温度约为
3、30C-80C,大大降低 原来酚醛树脂所需130C-180C的固化温度,从此开始了酚醛拉挤工艺的研究和试制过程。 这种酸催化的酚醛树脂,可较好地应用于手糊、喷射、低压模塑、RTM和纤维缠绕等成型 工艺方法,其制品具有良好的防火性能,发烟雾量少,以及毒性低等优异性能。经过拉挤 工艺的实际试验,酸催化酚醛树脂在低温固化情况下,其结果却与设想的完全相反,具体表 现在:一是放出的水份量,要高于高温酚醛体系的水份量;二是根据实测性能结果,放出的 水份并不产生对拉挤工艺的“破坏”作用,反而却使其制品的某些性能有所改善。另外,高强 固化酚醛体系缩聚脱水,在100C以上时会变成水蒸汽,它是否会对拉挤工艺带来什么不利 的影响?因此能否在100。0温度以下,利用酸催化剂拉挤酚醛树脂,以避免脱出水份的沸腾 现象。针对这些问题,有人也曾做过酚醛的固化试验,发现在低于100。0温度下,在不到1 米长的成型模内,酚醛树脂完全固化是不可能的。而对于高温固化酚醛体系,由于拉挤成型 模腔的内压力很高,因而水的沸点也将超过100C,将达到110 C,甚至更高。在早期制作 酚醛拉挤杆时,发现在玻璃钢杆出模时,只有在模具的尾
4、端才冒出水蒸气。2、酸催化酚醛拉挤模具的耐腐蚀问题 在酚醛拉挤成型工艺的工业化生产中,首先遇 到的一个问题,是模具的耐酸腐蚀问题。在生产实践中,往往只需经过几个小时以后,镀铬 表面层就会遭到酸性的腐蚀,从工具钢的表面剥落下来。有人企图通过在酚醛树脂内,加入 合适的内脱模剂,以解决模具的耐腐蚀问题。但试验结果发现,使用内脱模剂后,铬层与工 具钢模具仍然会剥离下来,仅仅是剥离的时间延长一些而已。3、高温固化酚醛树脂的固化及高粘度问题 为避免酸催化酚醛树脂对模具的腐蚀问 题,有人曾对高温固化酚醛树脂用于拉挤工艺,作过试验。有些酚醛树脂,在130C-150C 温度下就能很快地固化。例如砂纸用的树脂层,在130C温度下经过5-6分钟即可固化。酸 催化酚醛树脂的拉挤温度约为180C,根据固化温度上升10C,固化时间就可以缩短一半的 经验规律,130C6分钟固化的树脂,在180C温度下就只需几秒钟即可完成固化。因而拉挤 成型工艺,采用高温固化的酚醛树脂完全是有可能的。 通常,高温固化酚醛树脂的粘度 较高,约为4000-6000cP。若为改善制品表面质量,需加入填料,粘度还会增大,这将会对 拉挤工艺带
《酚醛拉挤成型工艺新进展》由会员re****.1分享,可在线阅读,更多相关《酚醛拉挤成型工艺新进展》请在金锄头文库上搜索。
梧州关于成立农药中间体公司可行性报告范文模板
2023年关于县优化经济发展环境的调研报告.docx

再生资源回收管理办法.docx
国学诗经之《国风·郑风·野有蔓草-》译文和注释.docx
观《传奇诞生》有感:老片新看贝利.docx

8我不能失信教案.doc

高考数学陕西卷点评:综合性大区分度高
达州食用菌项目可行性研究报告(DOC 84页)

北大教授齐国力讲保健知识(整理).doc
鸟的天堂说课稿.docx
元旦促销活动策划方案15篇
范本二手房买卖合同文本范本

《沉思录》读书笔记-4050字

水手听力会话部分2.doc

学校行政年终工作总结(3篇).doc
科幻电影已经中国科幻电影杂谈.doc
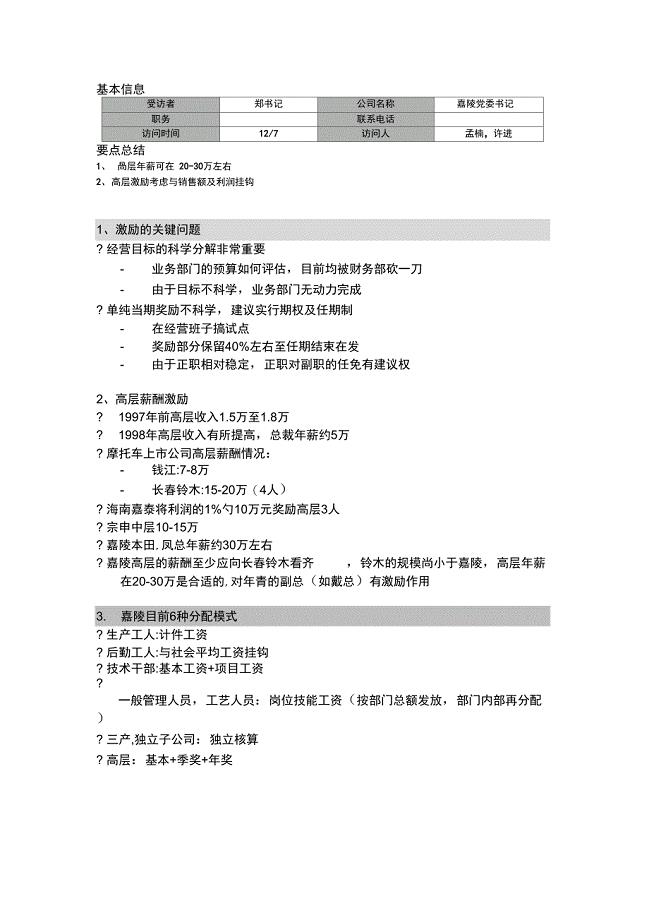
新华信-嘉陵工业-访谈记录-17
二年级口算题大全(可直接打印)-推荐文档.docx

面包店营销计划书(2篇).doc
高中数学常用逻辑用语教案
 可持续性和可复制性
可持续性和可复制性
2022-10-16 1页
公司五年规划
2022-11-30 9页
城区旧桥拓宽加固的设计方法研究
2023-07-23 3页
教师普通话培训总结(通用6篇)
2024-01-02 6页
4种诊疗方案
2023-06-06 17页
小升初词语运用
2023-07-24 8页
肾病的饮食调养主原则
2022-12-15 18页
防尘措施和避免大气污染
2022-12-28 8页
资质申请报告范文3篇
2023-05-07 18页
农村金融支持制健全策略探究
2023-11-01 3页