
可转位车刀设计样本
8页
1、Harbin Institute of Technology设计说明书一、选择刀片夹固结构 工件的直径D为 142mm,工件长度L=100mm.因此可以在普通机床CA6140上加工. 表面粗糙度要求1.6m,为精加工,但由于可转为车刀刃倾角通常取负值,切屑流向已加工表面从而划伤工件,因此只能达到半精加工.参照机械制造技术基础课程补充资料表2.1典型刀片结构简图和特点,采用偏心式刀片加固结构较为合适.二、选择刀片结构材料 加工工件材料为HT200,正火处理,连续切屑,且加工工序为粗车,半精车了两道工序.由于加工材料为铸铁料,因此刀片材料可以采用YG系列,YG8宜粗加工,YG3宜精加工,本题第三步要求达到半精加工,因此材料选择YG3硬质合金.三、选择车刀合理角度 根据机械制造技术基础刀具合理几何参数的选择,并考虑可转位车刀几何角度的形成特点,四个角度做如下选择: 前角:根据机械制造技术基础表3.16,工件材料为中碳钢(正火),半精车,因此前角可选=10, 后角:根据机械制造技术基础表3.17,工件材料为铸造材料,精车,因此后角可选=7 主偏角:根据机械制造技术基础表3.16,主偏角=75
2、刃倾角:为获得大于0的后角及大于0的副刃后角,刃倾角=-5后角的实际数值及副刃后角和副偏角在计算刀槽角度时经校验确定.四、选择切屑用量 根据机械制造技术基础表3.22:精车时, 背吃刀量=1mm,进给量f=0.3mm/r,切削速度v=130m/min。五、刀片型号和尺寸 选择刀片有无中心孔.由于刀片加固结构已选定为偏心式,因此应选用有中心固定孔的刀片. 选择刀片形状.按选定主偏角=75,参照机械制造技术基础课程补充资料2.4.4.2刀片形状的选择原则,选用正方形刀片. 选择刀片的精度等级.参照机械制造技术基础课程补充资料2.4.4.3节刀片精度等级的选择原则,一般情况下选用U级. 选择刀片内切圆直径d(或刀片边长L).根据已确定的背吃刀量=3mm, 主偏角=75,刃倾角=-5,将,代入下式可得刀刃的实际参加工作长L为L=3.118mm令刀片的刃口长度(即便长)L1.5 L=4.677mm,保证切削工作顺利进行. 选择刀片厚度.根据已选择的背吃刀量=3mm,进给量f=0.6mm/r及机械制造技术基础课程补充资料选择刀片厚度的诺莫图图2.3,求得刀片厚度S4.8mm. 选择刀尖圆弧半径.根
《可转位车刀设计样本》由会员pu****.1分享,可在线阅读,更多相关《可转位车刀设计样本》请在金锄头文库上搜索。
2023年三年级作文加点评评语三年级作文评语.docx
老师个人培训工作总结5篇

2023烦恼优秀作文范文.docx
2023年专家组对开题报告评议(范文推荐)

2023年先进个人事迹材料2.docx
钢结构 第二章.doc
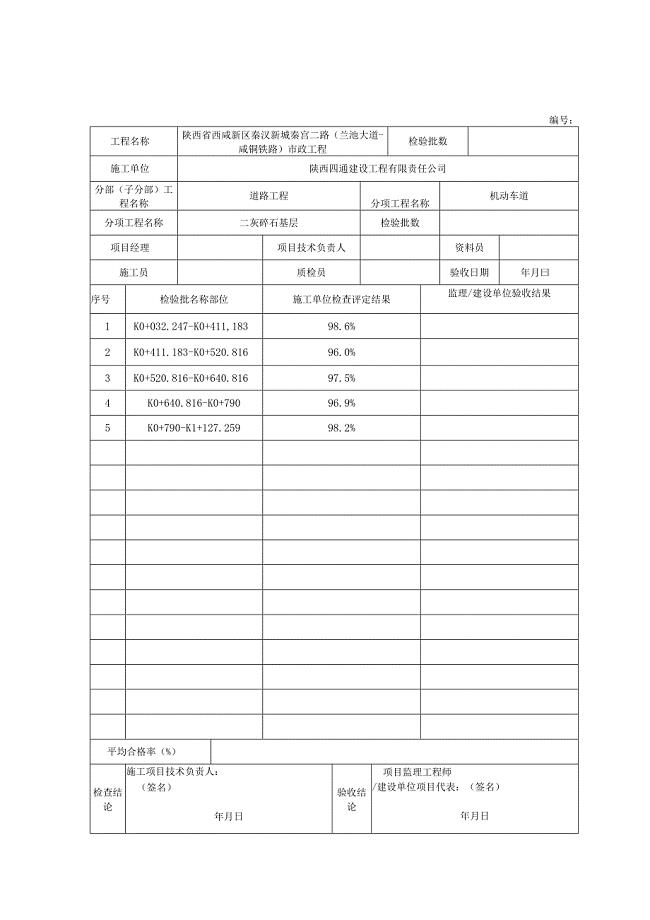
3、分项工程质量验收记录 基层
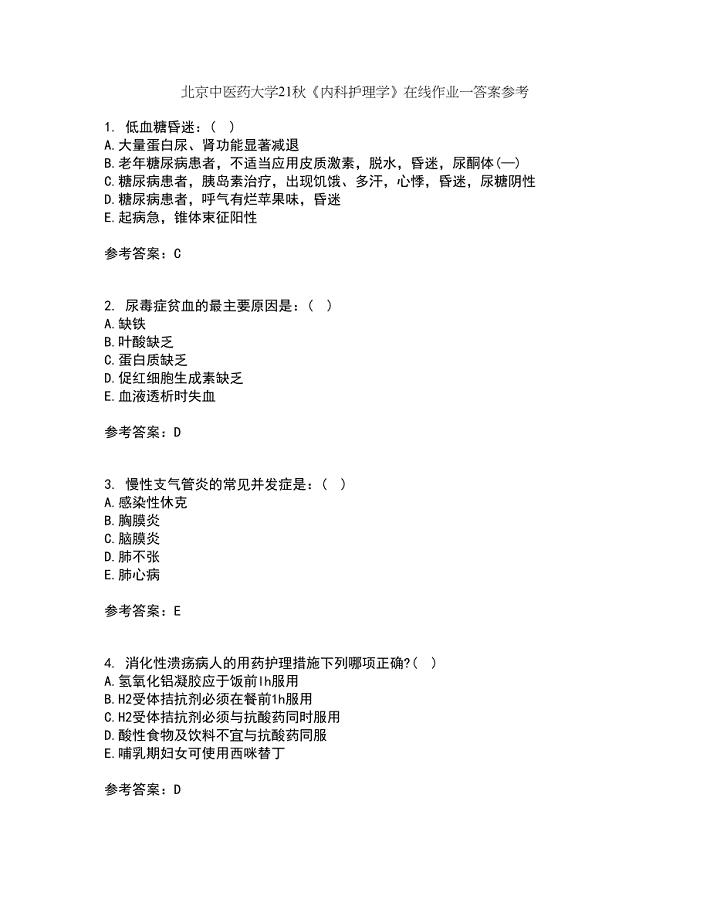
北京中医药大学21秋《内科护理学》在线作业一答案参考78
浅谈幼儿园区域活动的环境创设和材料的投放.doc
2023年六一儿童节演讲稿858.docx
2023年大学活动总结75.docx
2023年电工安全协议书范文.docx

娄底关于成立型钢公司可行性研究报告(DOC 76页)
初级经济师《农业经济》资格证书考试内容及模拟题含参考答案56
公司网络安全承诺书
2023年苏州园林导游词5范文.docx
2023年读书演讲稿500字以上5篇.DOC

2015第一章地球和地图复习教案.doc
2023年上半年继续教育办公室工作计划.doc
2023年医院办公室主任竞聘演讲稿15.docx
 县级就业和社会保障服务设施项目可行性研究报告
县级就业和社会保障服务设施项目可行性研究报告
2023-06-08 70页
教科版小学六年级上册科学期中复习资料含答案
2024-02-25 12页
品牌建设九步法则
2023-11-25 16页
施工人员三级安全教育记录卡-最新版本
2024-02-18 7页
三级安全教育瓦工类试题及答案
2023-05-11 5页
钢结构质量通病及防治措施
2022-12-18 10页
塔吊日常检查保养记录表
2023-07-20 4页
初二数学勾股定理讲义
2022-07-20 10页
新型碳材料的发展及应用
2023-11-08 10页
PWM驱动电路
2023-06-29 6页