
电话机底座注塑模
41页
1、摘 要 本设计选用电话机底盖注塑模具设计。根据设计要求对实体模型测量电话机底盖产品的尺寸,对实体进行建模,并对塑件的模具进行设计,包括塑件成品的设计、工艺参数的分析与计算、工作部分的设计、模具结构的设计,其中重点本设计介绍了注射成型的基本原理,分型面的设计,以及对注塑产品提出了基本的设计原则,并介绍了冷流道注射模具浇注系统。在综合分析塑件结构,使用要求,成型质量和模具制造成设计了相应的的侧向分型抽芯的注射模,并介绍本的基础上,介绍结构简单,形状规则的塑件成型。采用侧向分型抽芯机构,使塑件能一次成型。了模具的工作过程。同时借助Pro/e软件进行模具设计,以及进行工艺分析,最终完成了设计任务。通过设计,得出该注塑模具的方案可行。关键词:电话机底盖;模具设计;注塑成型;AbstractThe design is the base mold design phones. According to design requirements of the entity model to measure the phone on the size of base products. In design
2、ing the mold, it is including the design of the finished plastic products, processing part and the structure of mold,parting surface design. Besides these, it also includes the analysis and calculation of the technical parameter. The key point of this design is that in introduces the basic principle of executing by injection.And it also lay out the fundamental of the injected plastic products. Based on the comprehensive analysis on the plastic parts strcture service require-ment, moulding qualit
3、y and mouding quality and mould manu facturing cost. Acorresponding injection mould of internal side core pulling wasdesigned.By adopting the mulit-direction and multi-combination core-pulling .acorresponding injection mould of interal side core pulling was designed,the working process of the mould was in-troduced. At the same time,this paper conduct the model designand plastic injection andanalysis by the Pro/e software,conduce mold core and technological analyse. Finally completed the design t
4、ask. Obtained through the design of the injection mold is feasible.Keywords: Telephone baser; mold design; injection molding;目 录1 前言5 1.1 本设计的目的、意义及应达到的技术要求 1.2 本设计在国内外的发展概况及存在的问题x 1.3 本设计应解决的主要问题x第一章 塑料件的特性分析 x 分析问题x 设计过程x3结论x参考文献x致谢x附录x前 言 一.本设计的目的、意义及应达到的技术要求 模具行业是制造业的重要组成部分,具有广阔的市场前景。目前全世界的模具年产值在650亿美元左右,我国的模具年产值为40亿美元左右,据估计到2005年我国模具产值将达到460亿人民币。目前我国一般模具的30%,中高档模具的一半以上还依赖进口(其中注塑模占有很大的比例)。由此可见,模具(特别是注塑模具)制造业的落后在某种程度上已经成为阻滞我国制造业发展的瓶颈所在。开发和引进先进制造技术是改变我国注塑模具制造业相对落后和市场需求快速增长的重要途径。先进制造技术是制造业不断吸收信
《电话机底座注塑模》由会员pu****.1分享,可在线阅读,更多相关《电话机底座注塑模》请在金锄头文库上搜索。
2023年三年级作文加点评评语三年级作文评语.docx
老师个人培训工作总结5篇

2023烦恼优秀作文范文.docx
2023年专家组对开题报告评议(范文推荐)

2023年先进个人事迹材料2.docx
钢结构 第二章.doc
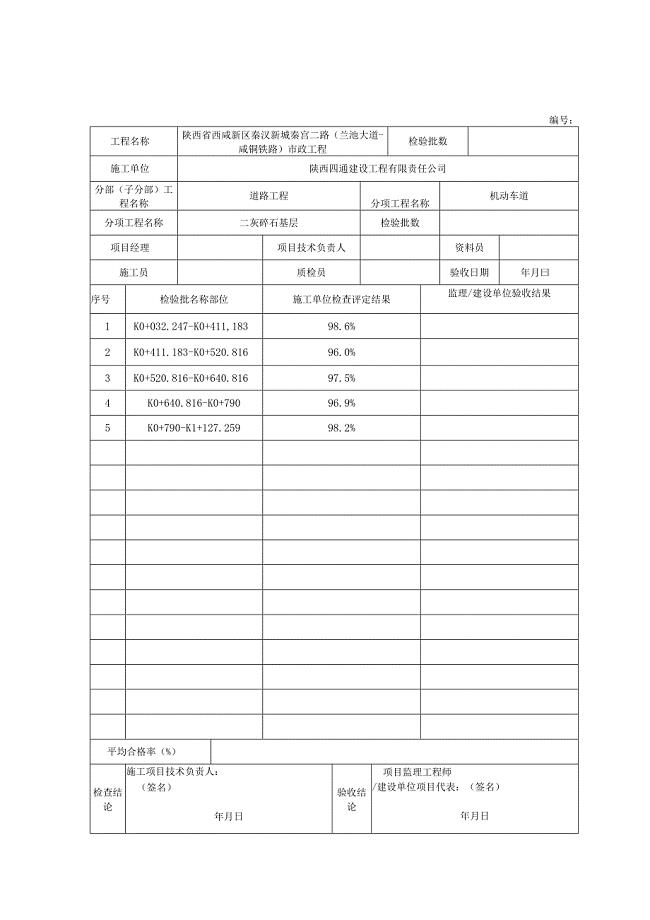
3、分项工程质量验收记录 基层
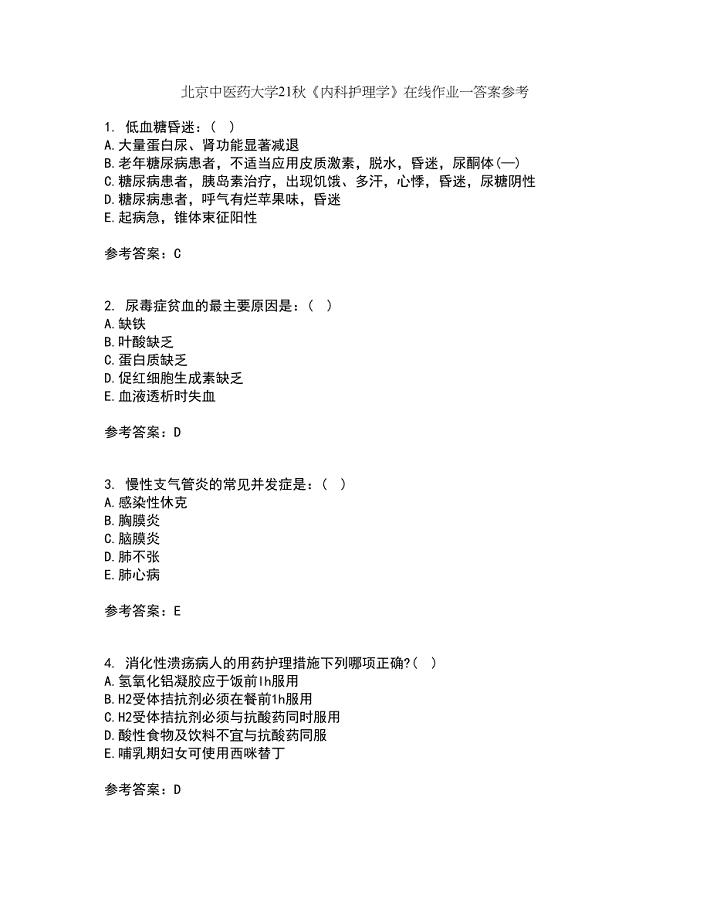
北京中医药大学21秋《内科护理学》在线作业一答案参考78
浅谈幼儿园区域活动的环境创设和材料的投放.doc
2023年六一儿童节演讲稿858.docx
2023年大学活动总结75.docx
2023年电工安全协议书范文.docx

娄底关于成立型钢公司可行性研究报告(DOC 76页)
初级经济师《农业经济》资格证书考试内容及模拟题含参考答案56
公司网络安全承诺书
2023年苏州园林导游词5范文.docx
2023年读书演讲稿500字以上5篇.DOC

2015第一章地球和地图复习教案.doc
2023年上半年继续教育办公室工作计划.doc
2023年医院办公室主任竞聘演讲稿15.docx
 嘉源镁厂轻烧氧化镁项目商业计划书
嘉源镁厂轻烧氧化镁项目商业计划书
2024-02-02 43页
食品安全试题
2023-10-05 7页
接入层交换机配置文档
2024-02-24 7页
集成附着式升降脚手架技术
2023-02-21 3页
小学三年级数学教学论文.doc
2022-08-12 2页
企业为什么不需要玻璃心的员工
2022-08-11 16页
钢结构深化设计与物联网应用技术
2022-10-25 4页
复杂盾构法施工技术
2023-12-09 4页
车管所局代办业务委托书(官方版本)
2022-09-17 2页
涂装烘干PLC自动控制系统毕业设计
2022-09-15 50页