
浅谈工件除锈质量不高的原因分析与防治
3页
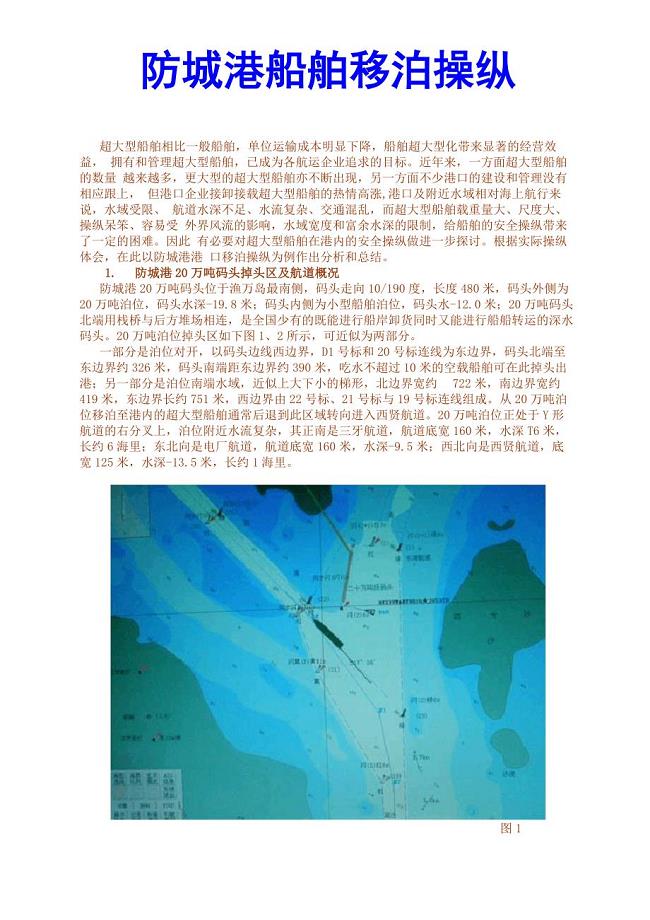
1、浅谈工件除锈质量不高的原因分析与防治 铁路货车厂、段修过程中,对分解的工件进展除锈清理是检修工作的一项根底及重要工序。目前,除锈清理工作中广泛使用吊钩式抛丸除锈机对转向架、摇枕、车钩、钩尾框等诸多工件进展抛丸除锈。但在日常除锈清理工作中,常出现工件外表除锈质量不高的现象,外外表清洁度达不到规定的Sat级,部分Sal级的要求,严重影响到后续检查(目视、探伤)质量,也影响到后续喷漆的漆膜附着力。因此,总结吊钩式抛丸除锈机在使用过程中存在的问题,改良检修方法,保证除锈质量是非常必要的。 1吊钩抛丸除锈机及抛丸器工作原理 1.1吊钩式抛丸除锈机的构造及工作原理 1.1.1构造组成吊钩式抛丸除锈机由抛丸清理室、提升机、别离器、螺旋输送器、抛丸器总成、弹丸控制系统、吊钩行走轨道、吊钩系统、自转装置、地基、除尘系统及电气控制部分等组成。 1.1.2工作原理将工件均匀地挂在吊钩上,开动吊钩进人抛丸清理室,关闭室体大门,启动机器后,吊钩带开工件在室体内自动旋转,同时抛丸器高速抛出的弹丸均匀地打击到室内的工件外表,到达清理及强化的目的,落下的弹丸再经漏砂板上的漏砂孔流人下仓,螺旋输送器将底部料斗所搜集的弹
2、丸输送至斗式提升机,再由提升机提起进人别离器进展别离,别离后的弹丸落人抛丸器,从而形成弹丸的循环。 1 .2抛丸器的构造及工作原理 1.2.1构造组成抛丸器主要由叶轮、叶片、分丸轮、定向套、罩壳、护板、主轴、进丸管等。 1.2.2工作原理抛丸器的叶轮在高速回转过程中产生离心力和风力,当丸料流入进丸管时便加速带人高速回转的分丸轮中,在离心力的作用下,弹丸经定向套窗口抛出,由高速回转的叶片沿叶片长度方向加速运动直至抛出,抛出的弹丸形成一定的扇形流束,击打工件外表。叶轮、叶片、分丸轮紧固在主轴上,并随其一同高速旋转,定向套固定在抛丸器罩壳上。将定向套的窗口转动,可随意改变弹丸的抛出方向,窗口角度的大小决定弹丸的径向散射角,一般径向散射角比定向套角度大100左右。 2除锈质量不高的原因分析 吊钩式抛丸除锈机除锈质量不高现象主要有工件外表除锈不干净或部分外表除锈不干净。工件除锈不干净的原因有弹丸量缺乏、弹丸射出的径向角度不当、弹丸射出的动能缺乏所致。 2.1弹丸量缺乏的原因弹丸量缺乏的现象是进人抛丸器的弹丸量缺乏,使抛射到工件外表的弹丸量缺乏,达不到有效清理除锈的目的。抛丸除锈机在工作中,弹丸是
3、循环使用的。弹丸量缺乏的主要原因是弹丸循环系统出现故障,使弹丸循环不畅,常见的故障有清理室底部螺旋输送器故障;斗式提升机故障;别离器故障;弹丸分配系统故障。 2.1.1螺旋输送器故障故障现象为螺旋输送器所搜集的弹丸数量缺乏。抛丸器抛出后回落下仓的丸料采用螺旋输送,当螺旋器内部存有较大的杂物,使螺旋输送器转速低;螺旋输送器两端轴承因进灰尘或弹丸而卡死,使螺旋输送器不能运转。 2.1.2斗式提升机故障故障现象为提升到别离器弹丸数量缺乏。斗式提升采用平皮带转动。工作时,固定在输送皮带上的料斗将提升机底部的丸料刮起,然后在提升机电机的驱动下,将丸料送至提升机顶部,最后靠离心重力方式落料,将丸料输人丸砂别离器。当提升机皮带松弛时,会产生打滑现象,那么丸料提升率下降,导致丸料刮起的数量缺乏;提升机中提升皮带上的铁斗过度磨损或铁斗脱落,也将使丸料刮起的数量缺乏。 2.1.3别离器故障故障现象为别离出的弹丸数量缺乏。别离器的工作原理是从斗式提升机流人的丸砂混合物,输送至分选区上部,使其沿别离器全长均匀布料,形成如同瀑布一样的丸砂流幕。同时,除尘风机通过别离器的风日抽风,利用重力风选原理,将流幕中的弹丸
《浅谈工件除锈质量不高的原因分析与防治》由会员汽***分享,可在线阅读,更多相关《浅谈工件除锈质量不高的原因分析与防治》请在金锄头文库上搜索。

 电子控制燃油喷射系统的组成及工作原理
电子控制燃油喷射系统的组成及工作原理
2022-10-17 10页
软包装干式复合工艺概述
2023-09-13 36页
2019年销售年终工作总结
2023-03-04 3页
风险辨识及控制措施
2022-10-20 4页
仓库整改方案范文
2022-08-30 10页
混合动力汽车现状和发展终稿
2022-10-17 20页
110KV升压变电站电气设计
2023-03-12 13页
医学专业开题报告模板
2023-08-26 17页
形容心灰意冷的诗句
2023-05-19 3页
公司战略心得体会
2024-02-10 3页