
更换罐底及壁板施工方案
19页
1、金万泰公司除氧槽换底工程施工组织设计建设单位:河北金万泰公司施工单位:石家庄金石龙泰机械有限公司 2014-1第一章 工程概况1、简介本工程为河北金万泰公司除氧装置内1000m除氧槽修理更换底板及第一节壁板。更换底板直径为10.16米,更换底板及壁板材质为Q235B,厚度为10-16mm。具体规格及数量为:除氧槽1台。2、编制原则我们遵循设备安装工程建设规范,用于指导本工程,合理组织施工采用科学管理方法和先进的施工技术,优质、高效完成工程建设的综合性指导文件。3、施工方案编制依据(1) GB50128-2005立式圆筒形钢制焊接储罐施工及验收规范;(2) GB50236-98现场设备、工业管道焊接工程施工规范;(3) JB3965-85钢制压力容器磁场探伤;(4) GB250-8附录渗透探伤;(5) SHJ509-87焊接工艺评定;(6) SHJ-505-87炼油、化工施工安全规定;(7) SHJ501-85石油化工剧毒、易燃、可燃介质管道施工及验收规范;(8) GB/T10300、110300、5-88质量管理和质量保证第二章 施工进度计划及措施2.1 施工进度计划按照工程实际情况,
2、我公司合理安排进度计划,总工期控制在15-20天以内。2.2 施工进度控制施工时,有项目经理严格控制施工进度,必要时加班加点,保证各项工作在计划工期内完成。第三章 施工方案3.1 施工程序 罐底拆除,移除旧板拆除保温层,罐体开门断流程、清罐、空气置换、安全气体检测施工准备材料验收,现场防护措施建设 焊缝外观检查真空试验充水试验新底壁板组装焊接 无质量问题交工验收检查验收修补合格后交工验收有质量问题进行修补 3.2 施工准备及材料验收3.2.1 施工准备1) 施工前,应准备必要的施工机具及起吊设备;2) 准备一套完善的技术资料;3) 施工前使用钢管及石棉瓦做好防火隔离墙;4) 施工人员进入罐内前,对油罐进行空气置换检测,检测合格后方可进入施工,每天施工前先置换空气20分钟;再对罐内气体做安全检测。5) 架设好临时电源线及用电设备。6) 保证施工现场“四通一平”。3.2.2 材料验收1) 选用材料必须具有质量合格证书,并对材料进行复检,确认合格后方可使用。2) 焊接材料应具有合格证,一般选用与钢材相应的抗裂性较好的焊条,并经过试焊确认方可使用。3) 钢板不得有裂纹、夹层、气皮、折痕、气孔等
3、缺陷表面锈蚀减薄量,划痕深度与钢板负偏差之和,不应大于相应钢板标准允许负偏差值,钢板厚度要求:板厚为 4 8mm 钢板允许偏差:0.4-0.6mm 。3.2.3基础的验收及中间交接我方只对基础进行几何尺寸的复验 , 和甲方进行中间交接。其具体要求如下 :1) 油罐中心标高允许偏差为 20mm 。 2) 支承罐壁的基础表面 , 每隔 10m 弧长内任意两点的高度差 6mm ,整个圆周长度内任意两点的高度差 12mm 。 3) 沥青砂层表面应平整密实,无突出的隆起,凹陷及贯穿裂纹。沥青砂层表面凹凸度的检查方法应为:以基础中心为圆心,以 1/4D 、 1/2D 、 3/4D 为直径作同心圆,在圆周上分别均分为 8 、 16 、 24 等分点。同一圆周上的测点其测量标高与计算标高之差 12mm 。3.3 预制3.3.1 一般预制1) 油罐在预制、组装及检验过程中所使用的样板长度不得小于1米。2) 钢板切割及坡口加工:钢板的切割及焊接的坡口采用等离子切割加工。3) 钢板边缘加工要平滑,不得有夹渣、分层、裂纹及熔渣等缺陷,火焰切割坡口的氧化铁要磨除光滑。4) 焊接接头的坡口形式和尺寸,按现行国家标
4、准气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T985及埋弧焊焊缝坡口的基本形式与尺寸GB/T986的规定选用。5) 所有预制构件在保管,运输及现场堆放时应采取有效措施防止变形、损伤和锈蚀。3.3.2 底板预制:底板预制前应绘图排版图,并符合下面规定:1) 罐底的排版直径,按设计直径大0.10.25。2) 中幅板的宽度不应小于1米,长度不应小于2米。3) 底板任意相邻焊缝之间的距离不应小于300mm。3.3.3壁板预制:1)壁板下料画线必须采用T字型方式,对角线误差3mm2)壁板在卷制时,板材纵向与卷板机滚轮呈90角,误差33)壁板厚度在4mm以上时,必须打45坡口3.34罐体开门及拆除底板1)在罐体第一节板上接缝处,用电动磁力切割机切割。2)开门宽度10%罐体周长。3)按照底板排版图中的下料尺寸,在旧罐底板上画线,火焊分割,从开门处运出。4)底板安装完成后,用煨制好的新壁板更换开门处壁板,新安的壁板焊接完成后,再在其一侧继续开门、更换壁板,依此类推直到更换完成全部第一节壁板为止。3.6 .1罐底组装1) 底板铺设前,应将构件的坡口和搭接部位的泥沙铁锈等杂物清理干净,并对
《更换罐底及壁板施工方案》由会员公****分享,可在线阅读,更多相关《更换罐底及壁板施工方案》请在金锄头文库上搜索。
广西通志水利志续志编纂大纲

一次函数试题2
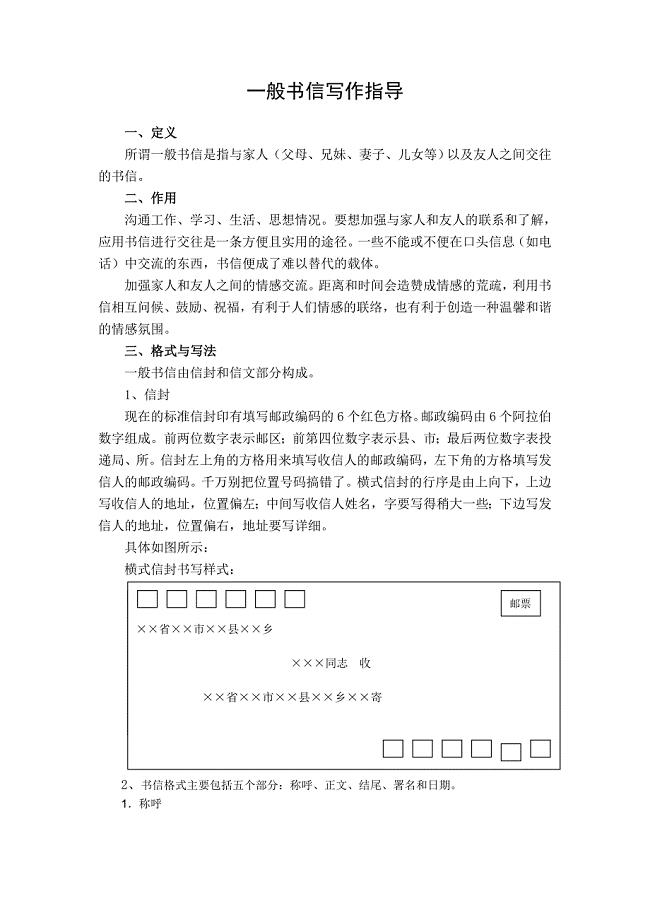
一般书信写作指导教案
小学生文明礼仪习惯的培养研究阶段小结
我校开设《综合实践活动课》实践的回顾与思考
侯村中学梁洁秋数学教学设计
蓬溪县明镇土地整理项目施工组织设计
电子商务对传统会计的影响
银行分行实习报告实习报告
大学生军训心得感悟
空气处理化学品项目可行性研究报告建议书备案
舞云中学高一经济生活第二课综合练习题及答案
公路养护的年终工作总结
最美园长事迹材料
网络公司员工保密协议书参考范文(二篇).doc
魏晋玄学的产生与发展二
2022年合同纠纷仲裁申请书范文模板
![[最新]【苏科版】数学七年级上册1.1生活数学学案](https://union.152files.goldhoe.com/2023-5/11/d718005c-5dc6-4e6a-ad1e-a1280670bb5c/pic1.jpg)
[最新]【苏科版】数学七年级上册1.1生活数学学案
学生会公寓管理年度工作计划参考范文(2篇).doc
必备学校工作计划模板汇总8篇
 一年级下德育工作计划小学一年级德育工作计划
一年级下德育工作计划小学一年级德育工作计划
2023-03-21 10页
有关产科医生的工作总结范文多篇
2023-11-09 8页
关爱留守儿童工作计划范文(2篇).doc
2022-10-06 8页
2022年上半年大班班级工作计划范文
2023-01-07 3页
2023中班教师个人工作计划样本(五篇).doc
2023-09-21 18页
最新版养成好习惯演讲稿范文3篇
2023-05-20 6页
2023年秘书处工作计划(2篇).doc
2024-03-03 8页
2023年实验室建设与管理
2023-10-07 12页
新形势下事业单位编制外用工管理难点和对策
2022-12-21 4页
2022小王子观后感通用范文
2022-09-07 7页