
对接仰焊焊条电弧焊
7页
1、对接仰焊焊条电弧焊焊工技师鉴定论文作者:普小平单位:大唐连城发电厂 时间:2005年1月18日对接仰焊焊条电弧焊摘要本文针对低合金钢板仰焊过程中,操作工艺难度大,易 产生焊缝背面严重凹陷,及导致焊缝正面形成焊瘤、两侧沟槽等焊接 缺陷问题,从焊接操作方法的角度分析其原因,结合自己的工作的实 践经验,在使用碱性低氢型焊条时,可以通过正确掌握焊接方法克服 和消除缺陷,获得良好的焊缝成型并保证焊接质量。关键词正确掌握焊接方法 仰焊 焊接1、问题的提出在实际生产中常会遇到一些厚度较大的低合金钢板对接仰焊工 作,而且要求单面焊双面成型。在使用结507焊条焊接16Mn钢板时, 大多采用直流反接极性焊接。(也可以采用直流正接极性焊接根层, 但由于采用直流正接极性焊接低氢型焊条时,电弧燃烧不稳定,且飞 溅较大,所以采用直流反接极性焊接者较多)。但是,在实际操作中 焊缝跟层极易产生凹陷,严重影响了焊接质量。2、问题原因分析采用直流反接法仰焊时,熔滴过渡形式主要是短路过渡;既靠电 弧的吹力和熔化金属的表面张力作用过渡于熔池。焊缝金属熔滴的重 力也阻碍了熔滴的过渡,熔池金属也受自身重力作用产生下坠,由于 熔池
2、温度越高、表面张力越小,同时由于焊接规范不正确、不能正确 掌握运条方法、灵活调整焊条角度、控制弧长等原因,造成仰焊背面 凹陷,正面出现焊瘤的缺陷。为此,仰焊时一定要采用短弧操作,同 时还要控制熔池的体积和温度,焊层不宜过厚。3、对接仰焊板的装配和焊接参数试板材料为16Mn钢板,厚度为12mm, V型坡口(坡口面两边的合成角度不大于65度),钝边1.52.0mm。对接,装配时末端间隙 略大于始端间隙,并预留适当的反变形量;其装配尺寸见图1。试板对接仰焊的装配尺寸(图1)为保证熔滴能顺利过渡至试件背面,所以采用较大的根部间隙。采用灭弧焊手法对接仰焊位置打底的焊接参数见表1。表1对接仰焊打底层的焊接参数、焊接参数方法、试板厚度/mm焊条直径/mm焊接电流(A)焊条牌号灭弧焊123.290110J5074、打底层的焊接操作:仰板直流反接灭弧打底的操作要领:焊接打底层时易在焊缝背面产生塌陷,为达到单面焊双面成形的目的,使背面焊缝成形良好,仰 焊打底层的操作具有较大的难度,打底层采用灭弧焊时的焊条角度见 图2。-.-(图2)开始焊接时,首先在距定位焊缝1015mm处的坡口一侧引弧, 然后将电弧拉回
《对接仰焊焊条电弧焊》由会员桔****分享,可在线阅读,更多相关《对接仰焊焊条电弧焊》请在金锄头文库上搜索。
微机原理与接口技术
领导会议总结讲话稿工作会议总结讲话稿
柳州龙潭景区导游词
打印商品房买卖合同
感恩节经典英文诗歌精选
浅谈信息技术在小学数学教学中的有效运用定稿
中小学语言文字工作计划范文(五篇).doc
汽车电子驻车制动系统解析
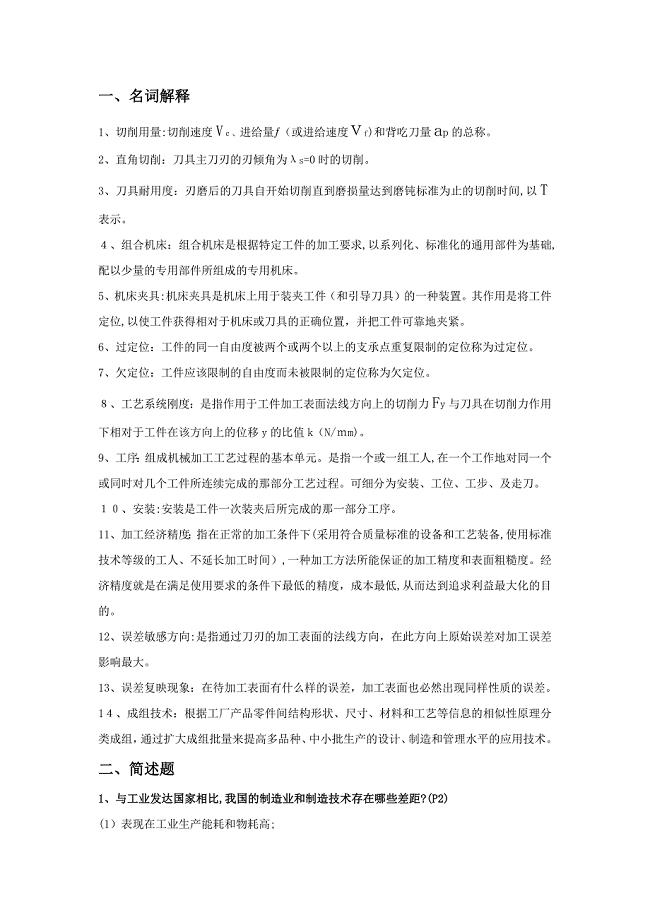
机械制造技术基础名词解释和简述题
教科研课题管理制度简单版(3篇).doc

双方自愿离婚协议书参考范本(3篇).doc
2023劳动节活动个人总结报告(3篇).doc
七年级信息技术工作计划模板(2篇).doc
农田水利打井安装施工组织
车间主任下半年工作计划(2篇).doc
材料化学教学大纲2010
汽车运用技术专业教改试点方案与实施计划
2022年经营管理部安全职责

原子荧光、原子吸收和原子发射
2023年保险业务员个人工作计划模板(四篇)
 用户协议条款
用户协议条款
2022-08-26 11页
常用温病名方
2023-01-25 19页
轨道电路故障处理
2023-09-13 5页
最新食源性疾病监测表、疑似食源性异常病例报告卡
2024-02-19 4页
小康村建设中存在问题及对策
2024-02-07 5页
课题结题报告
2022-08-07 22页
公路工程质量评比及奖惩办法
2023-09-26 15页
适应审计发展需要提升计算机审计水平
2023-12-04 4页
信息安全检查管理办法
2022-10-05 7页
二维码追溯系统
2023-10-23 38页