
钣金产品展开计算方法及一般工艺处理规范
14页
1、东莞龙光电业有限公司内部培训技术资料 文档密级:内部公开产品展开计算方法及一般工艺处理规范1.目的:为了使展开能够做到快速、准确,制定统一的展开计算方法及工艺处理标准。2.适用范围:龙光电业有限公司工程部3.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层-中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用表示。4.计算方法4.1展开的基本公式: 展开长度=料内+料内+补偿量 展开长度=料外+料外-补偿量一般折弯(R=0 =90)L=A+B-K材质、板厚(T)与K值对应值见附表一注:内R2.0时,按R=0处理一般折弯(R0 =90)L=A+B+kK值取中性层弧长:(R+)*/21. 当R5T时,=0.5T2. 当R 5T时,=0.4T注:内R2.0时,按R=0处理.一般折弯(R
2、=0 90)L=A+B+(/90)*KK值依下表T0.811.21.5K0.350.40.50.6T22.534.5K0.80.911.3一般折弯(R0 90) L=A+B+K1.当R5T时,=0.5T2.当R 5T时,=0.4Tk值取中性层弧长注:当R2.0,且用折刀加工时,按R=0来计算。A、B依倒零角后的直边度值。 Z折(直边段差)1. 当H5T时,分两次成型,按两个90折弯计算。2. 当H5T时,一次成型。L=A+B+KK值依附表一中参数取值Z折(斜边段差)1. 当H2T时,按直边段差的方式计算,即:展开长度=展开前总长度+K当H2T时,按两段折弯展开(R=0 90)反折压平L=A+B-0.4TN折1. 当N折加工方式为垫片反折压平,则按 L=A+B+K计算。K值依附表一取值。当N折以其它方式加工时,展开算法参见“一般折弯(R0 90)”附表一:常见展开数据1. 一般折弯(R=0 =90)L=A+B-K材料板厚V 槽 槽 宽折弯系数(K)SPCC(冷板)SECC(电解板)SST(不锈钢)141.561.71.26282.11.582.5102.62103.3123.42.512
3、4164.23165.1205.2AL(铝板)161.481.61.261.781.91.582.4102.52103.1123.22.5123.9164.63164.6204.82. Z折(直边段差)当H5T时,一次成型;L=A+B+KH T0.50.81.01.21.51.62.03.20.50.10.80.20.10.11.00.50.20.20.20.20.21.51.00.70.50.30.30.30.30.22.01.51.21.00.80.50.40.40.32.52.01.71.51.31.00.90.50.43.02.52.22.01.81.51.41.00.53.52.72.52.32.01.91.50.64.03.23.02.82.52.42.00.84.53.73.53.33.02.92.51.35.04.03.83.53.43.01.83. N折形展开系数T H0.50.81.01.21.50.51.501.922.202.412.720.61.662.082.372.572.880.71.822.242.542.733.040.81.982.42.712.8
《钣金产品展开计算方法及一般工艺处理规范》由会员夏**分享,可在线阅读,更多相关《钣金产品展开计算方法及一般工艺处理规范》请在金锄头文库上搜索。
探矿权、采矿权拍卖出让合同1
福建师范大学21秋《小学语文教学论》综合测试题库答案参考33
小班优秀美术教案《小兔造篱笆》
营养吸收液项目建议书写作模板-备案审批
小学一年级下册语文苏教版看图写话考试巩固练习精编题
统计热力学及其应用1

17.1.1反比例函数的意义
中学工会工作报告
音乐教师个人教学计划范文(四篇).doc
药学专业建设方案
六一网上签名寄语活动总结

2022年某市粮食产业化工作开展情况汇报材料工作开展汇报材料
家庭房屋装修承包合同(5篇).doc
销售心得分享总结
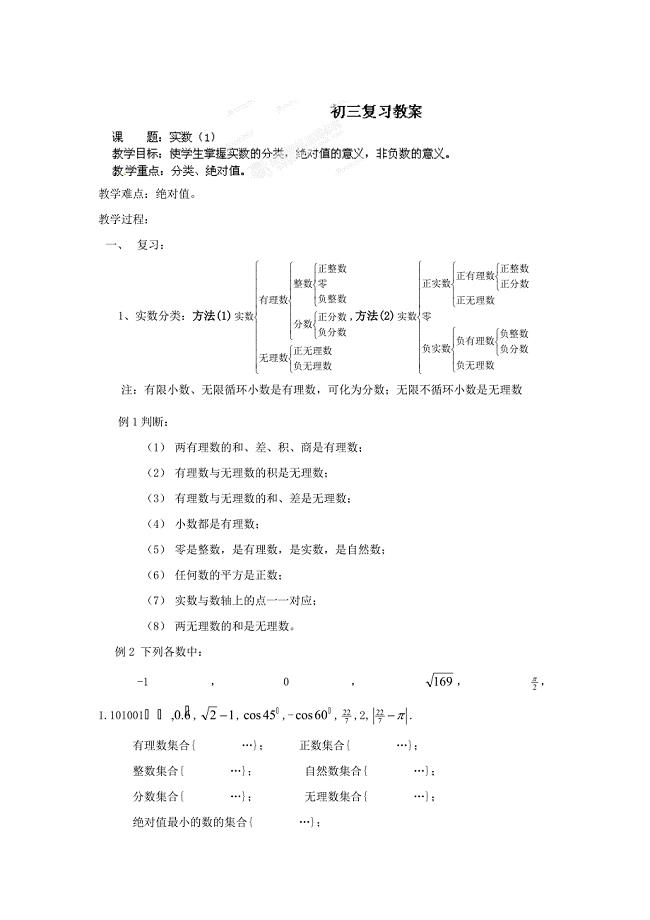
中考数学复习:实数的概念
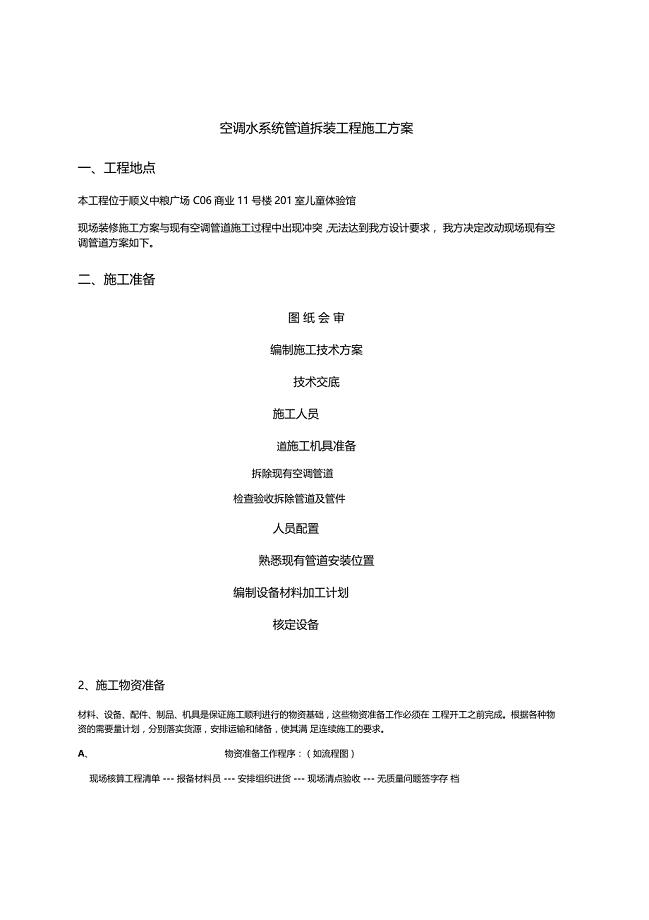
空调管道施工方案
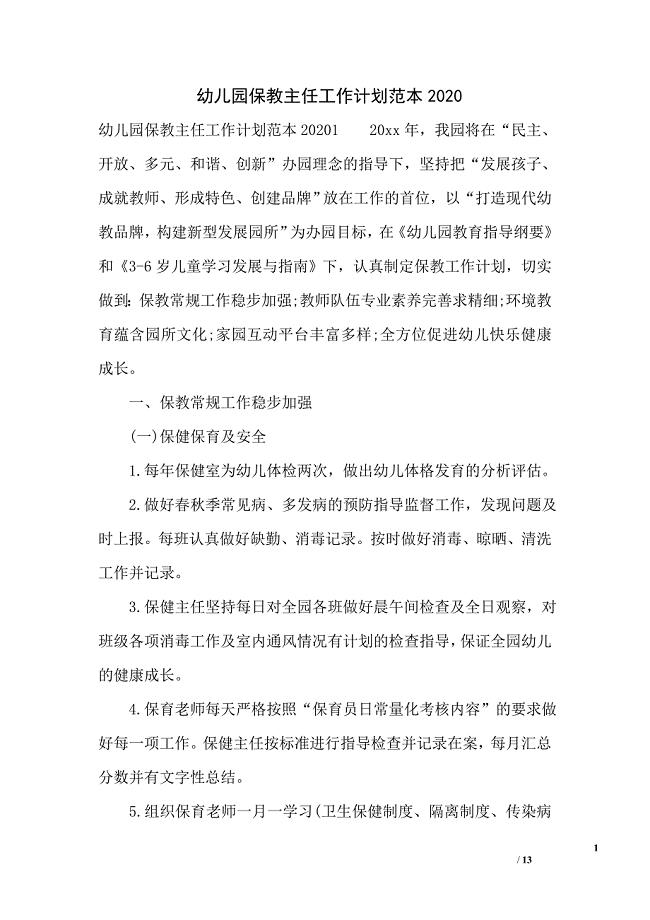
幼儿园保教主任工作计划范本2020
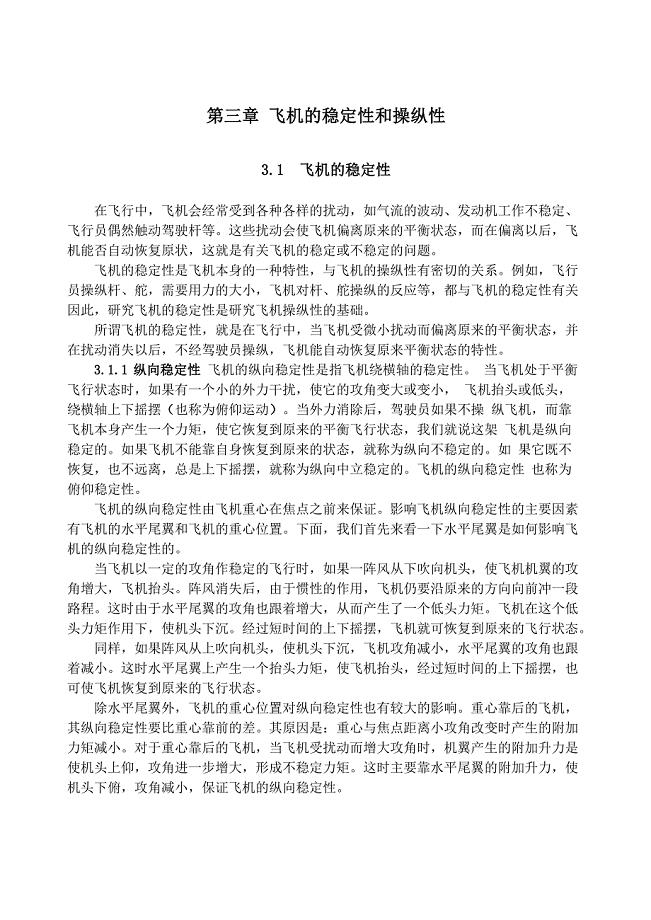
3第三章 飞机的稳定性和操纵性
人教版(新课标)数学四年级下册全册教案
物业管理装修协议书电子样本(四篇).doc
 2023年个人工作总结范文个人工作总结_个人工作总结范文
2023年个人工作总结范文个人工作总结_个人工作总结范文
2022-11-08 9页
项目采购管理的实践与探讨
2022-12-28 19页
老师节表彰大会发言稿汇总五篇
2023-06-25 4页
人力资源部门个人工作计划格式范本(三篇).doc
2022-10-02 12页
《卖火柴的小女孩》词语解释
2023-03-29 3页
小区物业工作计划安排(四篇)
2023-02-05 7页
岁月依一抹浅香于心间
2023-07-25 5页
创业孵化服务中心运营实施方案
2023-04-12 46页
乡村规划师上半年工作个人工作总结
2023-08-13 4页
2022部队士兵半年总结
2023-06-17 14页