
plc加热炉自动送料控制系统方案设计书
13页
1、封面仅供个人学习作者: PanHongliang课程设计任务书1. 设计题目 :加热炉自动送料控制系统设计2. 设计内容:1 )完成课程设计指导书所要求的控制循环2 )按停止按钮,立即停止。3 )要求可以实现回原点、单周期、连续控制3. 设计要求1 )画出端子分配图和顺序功能图2 )设计并调试PLC控制 梯形图3 )设计说明书4. 进度安排1)理解题目要求,查阅资料,确定设计方案2 天2) PLC顺序功能图与梯形图设计5天3) 说明书撰写2天4) 答辩1天指导教师:主管院长: 年 月 日目录前言 2摘要3第一部分PLC概述4PLC设计任务书及基本要求 5PLC选型7第二部分I/O端口分配表 8加热炉自动控制送料系统设计思想 9程序流程图 10梯形图11语句指令表 18总结21附注:参考文献刖言加热炉自动控制(automatic control of reheating furnace) 对加热炉的出口温度、燃烧过程、联锁保护等进行的自动控制。早期加热炉的自动控制仅限控制 出口温度,方法是调节燃料进口的流量。现代化大型加热炉自动控制的目标是 进一步提高加热炉燃烧效率,减少热量损失。为了保
2、证安全生产,在生产线中 增加了安全联锁保护系统。自动化学科有着光荣的历史和重要的地位,20世纪50年代我国政府就十分重视自动化学科的发展和自动化专业人才的培养。现在,世界上有很多非 常活跃的领域都离不开自动化技术,比如机器人、月球车等。另外,自动化学 科对一些交叉学科的发展同样起到了积极的促进作用,例如网络控制、量子控 制、流媒体控制、生物信息学、系统生物学等学科就是在系统论、控制论、信 息论的影响下得到不断的发展。在整个世界已经进入信息时代的背景下,中 国要完成工业化的任务还很重,或者说我们正处在后工业化的阶段。工业加热炉的炉温应当按照生产工艺要求维持在一定的数值。但是炉的热负荷 经常在变化(例如常常要打开炉门取出已加热的工件和送入冷的工件),在这种条件下要靠自动控制技术准确控制炉温,保持炉温的误差很小。而靠人力调整 则难以做到,从而会造成能源的浪费甚至影响产品质量。人们每年都把许多重量达到吨级的人造地球卫星准确送入位于数百千M乃至数万千M高空的预先计算好的轨道,并一直保持其姿态正确,也就是使它的太 阳能电池帆板保持指向太阳,使它的无线电天线保持指向地球。这只有依靠 先进的自动控制技
3、术才能做到。然而在国际形势日益复杂、科学技术日益进步的今天,人造地球卫星和宇宙 飞船已经不能完全满足需要,近年来出现的“空天飞行器”要求既能在大气层 外飞行,又能在返回大气层以后转为像飞机那样自主地高速航行,而不像人 造卫星或宇宙飞船那样在返回大气层以后只能被动地降落地面。研制这种“空 天飞行器”必须解决的技术难题之一就是智能自主控制技术。课程设计基本要求1、课程设计题目:加热炉自动送料控制系统2、设计内容: 机械系统包括自动台车、机械臂起吊装置、冷却槽和夹紧装置四部分。控制动作主要包括:台车的前进/后退、机械臂的上升/下降、夹钳的夹紧/松 开、冷却槽的前进/后退。示意图如图所示。动作控制要求:启动一-装料台取料一-装料 1#炉夹钳冷却一-装料台取料一-装料 2#1#炉加热完毕炉一-台车退到1#炉 1#炉出料一-卸料台卸料一-夹钳冷却一2#炉加热完毕一装料台取料一-装料 1#炉台车前进到 2#炉 2#炉出料一f卸料台卸料PLC 的选型:西门子公司的SIMATIC S7-200系列属于小型PLC,即可用于代替继电器 的简单控制场合,也可用于复杂的自动化控制系统。PLC的控制主机,使用西门
《plc加热炉自动送料控制系统方案设计书》由会员cn****1分享,可在线阅读,更多相关《plc加热炉自动送料控制系统方案设计书》请在金锄头文库上搜索。
东北财经大学21秋《公司金融》平时作业一参考答案67
小班冬天的教案
2022年上半年大班班级工作计划范文
2023年实验室建设与管理
投递初级鉴定试题及答案
实用中学生作文300字4篇
2023年幼儿教师个人工作总结汇报
四川省人口与计划生育条例
酒与酒文化教案
菏泽市绿色低碳物流创新工程项目投资计划书【范文参考】
短期借款合同9篇
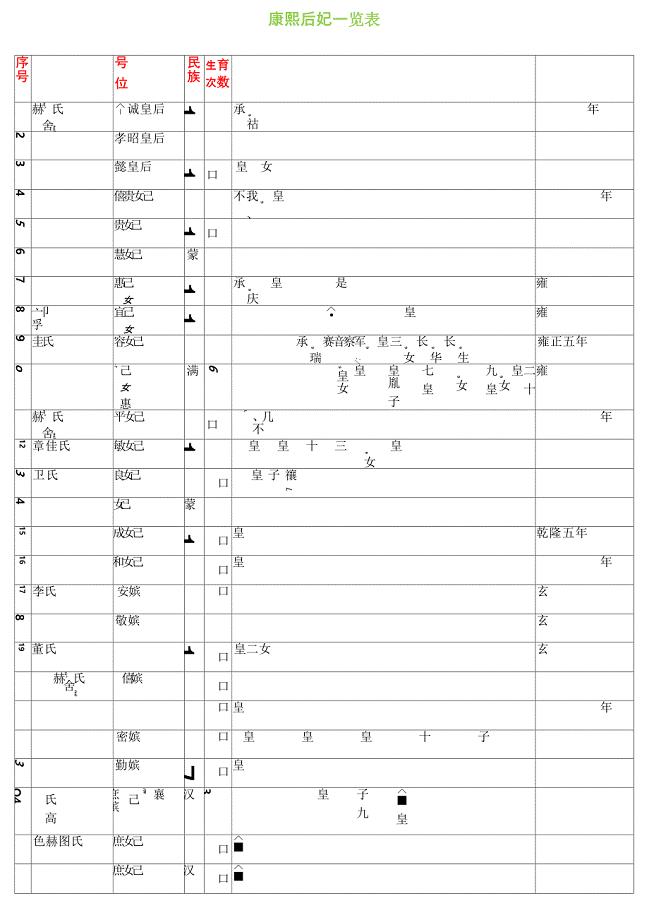
康熙后妃一览表
小学英语公开课活动总结
色谱术语中英文对照(按中文首字母排序)
2022年实用的小学自我介绍作文9篇
可燃易燃易爆危险品管理制度样本(2篇).doc
2022促销活动策划方案模板汇总七篇(实用模板)
2022自考专业(建筑工程)考试(全能考点剖析)名师点拨卷含答案附答案28
红旗校部德育工作总结
教师读书心得体会
 煤层气管道项目施工组织设计
煤层气管道项目施工组织设计
2023-10-25 45页
关于七夕的古诗
2023-10-07 7页
广西通志水利志续志编纂大纲
2024-01-10 17页
客运分公司安全管理制度汇编
2023-09-16 72页
最新高考数学理科总复习【第五章】数列 第一节
2022-10-25 7页
混凝土基础及垫层施工方案
2023-07-01 15页
奶茶店项目可行性分析创业策划书
2023-07-06 14页
居民健康和慢病管理信息系统用户使用手册
2023-08-25 54页
年涂装铁件10吨环评报告书
2023-09-03 15页
13级信息技术一轮模拟考试
2023-09-01 14页