
开题报告基于复杂截面螺杆磨削
14页
1、题 目基于复杂截面螺杆磨削技术的研究一、选题的目的及研究意义螺杆是一种常见的机械零件, 被广泛应用于压缩机、冷冻机、螺杆泵、橡塑机械等产品。由于应用目的不同, 螺旋面成形机理各异, 螺杆型线也复杂多样, 这给螺杆的加工带来很大的困难。目前, 我国螺杆加工工艺普遍比较落后, 通常采用铣( 车) 削成形 热处理手工研磨抛光工艺; 除少数企业进口国外螺杆磨床之外, 绝大多数螺杆生产企业均未对螺杆进行磨削加工。致使螺杆型线精度低, 表面粗糙度差, 严重地影响相关产品的质量。如铣削的齿形精度只能达到0. 22- 0. 44 mm, 齿面粗糙度Ra1. 6-3. 2mm, 而磨削加工的精度可达0. 005 mm, 粗糙度达Ra0. 1- 0. 2 mm。外, 螺杆最后的手工抛光劳动条件恶劣, 生产环境污染严重, 这是 目前机械行业中少有的落后工艺!螺杆应用最广泛的就是螺杆压缩机,具有易损件少、结构紧凑、运转平稳、寿命长、工作可靠性高和效率高等一系列独特的优点,广泛应用于空气动力、制冷及各种工艺流程中。例如,在制冷行业发达国家采用螺杆压缩机已占到整个制冷压缩机
2、市场的70左右,相比之下由于设计及制造工艺等问题,我国目前螺杆压缩机只占整个制冷压缩机市场的30左右,具有很大的发展空间。转子是螺杆压缩机的核心零件,转子设计中最重要的是转子齿形的设计,其型线复杂,加工要求高,压缩机工作的可靠性、效率和噪声很大程度上取决于螺杆转子的加工精度。从某种意义上讲,转子端面型线与齿形加工精度有内在联系的,齿形加工精度由加工工艺决定,转子型线的不断发展,促使转子加工工艺不断改进,加工工艺的不断改善又促进了转子型线的发展,由此推动螺杆压缩机性能不断提高。随着计算机辅助设计技术在螺杆压缩机领域的应用,转子齿形的设计经历了三代变迁,设计也更加多样化、复杂化。转子齿形的不断发展,促使转子加工工艺不断改进,对加工工艺的要求也越来越高。因此,迫切需要采用先进的加工设备和加工方法来提高转子的质量。以往转子齿形的加工,主要用铣削的方法:对称齿形可采用指状铣刀进行加工,但效率很低;而对于非对称齿形,一般采用指状铣刀进行粗加工,成形盘铣刀进行精加工。但这种刀具设计和制造的工作量大,并需磨制样板,在昂贵的专用磨刀机上以样板为靠模磨削刀具刃形,生产周期长,制造加工成本很高,而且刀具切削
3、后的磨损使得后期能重磨的次数有限,可谓之既费工又费时,贵重的刀具材料浪费极大。转子一般采用铸铁材料制造,加工时切削负荷较小,但零件在使用过程中易磨损和腐蚀;如果采用钢材代替铸铁,成形刀加工的切削负荷将急剧加大,产品的加工和改进都很困难。因此,新工艺、新材料是今天螺杆工艺发展的主要目标之一,高精度机床的应用、高强度硬质合金刀具代替高速钢刀具以提高切削用量、转子综合测量及齿形测量等技术的出现,从技术、经济性分析,它们对螺杆式制冷压缩机的发展有着重要的意义。二、综述与本课题相关领域的研究现状、发展趋势、研究方法及应用领域等由于近年来的数学模型和计算机模拟的发展,刺激和推动了新型线的研究,这些分析方法可结合起来成为过程分析的有力工具,而且省略了早期的直觉改进,复杂的反复试验测试的校验。因此,在过去的几年里螺杆转子齿面型线最佳设计的方法己得到充分发展,且在不久的将来很可能会引发机床的性能更进一步的改进。这一论点,在实践中得到了充分的验证,带有扫描式测头,能够自动测量,自动补偿的转子磨床的应用就是很好的例证。目前国内外的发展状况:1.型线的发展随着对螺杆压缩机转子型线设计原理的逐步认识和转子加工方
4、法的不断改进。以及计算机辅助设计在转子型线中的应用,螺杆压缩机的转子型线大致经历了三代变迁:(1)对称圆弧型线第一代转子型线是对称圆弧型线。应用于初期的螺杆压缩机的产品中。由于对称型线易于设计、制造及测量。这类型线逐被许多干式螺杆压缩机制造商应用。(2)不对称型线第二代型线是以点、直线和摆线等组成齿曲线为代表的不对称型线。60年代后,随着喷油技术的发展,发展了以SRM-A型线为代表的第二代转子型线。(3)新的不对称型线上个世纪80年代后,随着计算机在螺杆压缩机领域的应用,精确解析螺杆压缩机转子的几何特性成为可能,在压缩机工作过程数学模拟的基础上,出现了各具特色的多种第二代转子型线。性能优越的主要有GHH型线、日立型线、和SRM-D型线。上个世纪90年代后,转子型线更加多样化,己能够根据螺杆压缩机的具体应用场合,专门设计高效型线,目前所有的喷油螺杆压缩机采用的都是不对称型线。第三代不对称型线均采用圆弧、椭圆、抛物线等曲线。这种改变可使转子曲面由线密封改进为带密封,能明显提高密封效果,还有利于形成润滑油膜和减少齿面磨损。有代表性的有以下几种型线:(1)GHH型线德国GHH公司开发的一种新型
《开题报告基于复杂截面螺杆磨削》由会员鲁**分享,可在线阅读,更多相关《开题报告基于复杂截面螺杆磨削》请在金锄头文库上搜索。
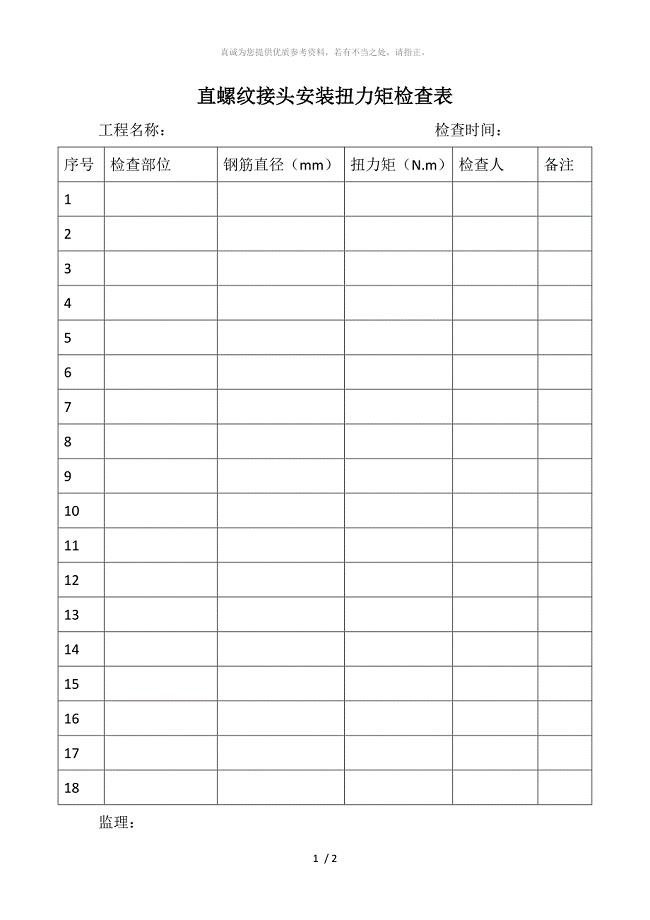
机械连接扭力矩检查表
师范生教育实践心得体会五篇
一年级第一次家长会
《最后一分钟》教学随感com
最新基础技术交底
某公司管理诊断报告

八年级数学下册 第17章分式单元测试卷 人教新课标版
学校对小学科学实验教学工作总结
江苏省苏州市昆山市七年级英语下册Unit2NeighboursReading部分精练新版牛津版

公司技术部各岗位职责说明
墙砖技术交底
除数是两位数的除法
东北师范大学21春《幼儿园艺术教育活动及设计》离线作业1辅导答案28
申论:打破“冰强雪弱” 中国冰雪项目发展逐渐均衡
消防安全专项施工方案
某建材有限公司安全生产事故应急预案
TC09.16轮缘润滑装置工程科技
弹簧倔强系数的测定
模具合同(通用6篇)
热收缩膜常识
 有机化学实验指导书
有机化学实验指导书
2023-08-17 19页
破碎机维护检修规程
2024-02-11 5页
LED全彩屏施工设计方案
2023-03-30 36页
公司项目申报书范文
2024-01-23 5页
初中文言文实词虚词简表精准版
2023-11-15 22页
二用数学归纳法证明不等式
2022-12-23 10页
蒸腾作用教学设计
2022-09-15 4页
2023年二建建筑真题及参考答案
2023-03-31 11页
生活感悟作文400字四篇
2022-11-27 5页
变频器应用问题浅释
2023-09-04 10页