
外文翻译-汽车制造工艺及经济性探究
13页
1、 密 级分类号编 号成 绩本科生毕业设计 (论文)外 文 翻 译原 文 标 题Automobile manufacture stamping process Of new development译 文 标 题 汽车制造中冲压工艺的新发展作者所在系别机电工程学院作者所在专业车辆工程作者所在班级作 者 姓 名作 者 学 号指导教师姓名指导教师职称讲师完 成 时 间2017年4月北华航天工业学院教务处制译文标题汽车制造工艺的发展原文标题Automobile manufacture stamping process Of new development作 者Tony译 名托尼国 籍美国原文出处WMEM摘要:汽车制造的整体规模和复杂性,迫使人们要经常地与降低成本、提高产品质量、满足政府对安全和环境日益严格的要求问题打交道,并要能适应款式设计和工具每年的变化。根据这些变化因素,汽车制造商要不断寻找最快素,经济的方法,来设计和制造轿车与卡车。关键词: 制造工艺 要求 发展历史 冲压工艺汽车制造工艺的发展 汽车制造中有60%-70%的金属零部件需经塑性加工成形, 冲压加工是完成金属塑性成形的一 种重要
2、手段,它是最基本、最传统、最重要的金属加工方法之一。如车身上的各种覆盖件、车内支撑件、结构加强件,还有大量的汽车零部件,如发动机的排气弯管及消声器、空心凸轮轴、油底壳、发动机支架、框架结构件、横纵梁等等,都是经冲压成形技术正向精密、多功能、高效节能、安全清洁的生产方向发展,冲压工件的制造工艺水平及质量,在较大程度上对汽车制造质量和成本有直接的影响所调冲压工艺性是指冲压件对工艺品的适应性, 即所设计的冲压件在尺寸大小、 尺寸精度与基准、结构形状等是否符合冲压加工的工艺要求 。汽车冲压件都应具有良好的工艺品性和经济性, 衡量其水平的重要标志有冲压件的工序数、 车身总成的分块数量和尺寸大小、 冲压件的结构等因素。減少冲压过程的工序数,意味着減少冲压件数、节省工装数量、简化冲压过程的传送装置, 缩减操作人员和冲压占地面积, 是节约投资额和能耗的极好措施, 所以冲压制造商都能把冲压工序数设计作为降低汽车制造成本的重要途径, 甚至不惜改进产品设计来满足制造工艺方面的要求 。 同时, 还应采用尽量大尺寸的合理的车身总成分块, 如整块式车身左右侧板及车顶盖板, 既可使汽车外形美观。空气阻力減少,又可減
3、少冲压件数量及焊点,能有效地降低成本。而且现代汽车制造大量使用卷料、 薄壳式整体车身结构的高强度钢板与镀锌钢板, 都要求应用冲压新工艺。现代冲压成形发展和研究的重大课题包括有:( 1 ) 模块式冲压及其控制;( 2 ) 新材料及复合材料冲压加工新工艺; ( 3 ) 特种冲压成形技术,( 4 ) 计算机模拟冲压成形及虚拟试模技术: ( 5 ) 模具制造技术,模块式冲压的突出优点在于能把冲压加工系统的柔性与高效生产有机的结合在一起 。 柔性的含义较广, 如冲压件的几何形状的多种要求, 只要通过自由编程就可获得, 体现了加工形状的柔性。又如既适用大批量单品种冲压件的生产, 更对小批量多品种加工发挥也表性。概括而言,模块式冲压的持点是: ( 1 ) 在冲压成形过程中可快速更換组合模具以提高生产效率,( 2 ) 由于具有带材的供带和矫带装置, 可省却另设上料下料工序,( 3 ) 实现了大工件的不停机加工;( 4 ) 既能独立又能成系列的控制组合冲模动作, 能连续进行冲压加工;( 5 ) 冲模具有可编和的柔性特点 。一种模块式冲压加工系统由一台带有控制功能模块式冷冲压的压力机、 卷材带材送进装轩、
4、带材矫正机及可编程进给装置等构成 。 这种冲压系统在运行时可进行冲模横向位移、 带材进给定位、冲模重复运行及自动调整下工步的冲模调整等多项功能 。由于在冲压过程中进行可编程冲压, 使这种模块式冲压系统能柔性地适应生产需求,能在相同带材上进行曲不同工件及批次的混合生产,实现不停机的串接式加工,还同时在工件西面冲压加工,极大地提高了工作效率,有资料表明, 模块式冲压成形使加工费用能下降至40%-50%。当前模块式冲压装置的集成度是很高的, 在宽度为300MM 尺寸范围内可安排达35个模具, 通过冲模上端的顶板可对冲模进行独立式系列控制, 即形成冲模的集成控制 。 整个系统的编程可在windows用户界面和菜単下实现,编程涉及模具沿者横向定位納的何服驱动定位,带材的检验矫正及纵向进给定位, 冲模的质量跟踪检验, 冲模的调整及状况监控等多功能 。当冲模重新配置成更換时,这些变化则会被参数并被控制系统所贮存, 以务下次査询和调用 。 冲模数据包括有冲头及其组合标记, 冲头组合在模具中的 X、 Y坐标位置及模具轴编号等信息。 l毫米冲压是指汽车车身冲压件的精度控制在 0-1. OMM 的范围内,与
《外文翻译-汽车制造工艺及经济性探究》由会员s9****2分享,可在线阅读,更多相关《外文翻译-汽车制造工艺及经济性探究》请在金锄头文库上搜索。
幼儿园教师个人工作总结精选(4篇).doc
q者楼镇教育督导评估自查报告
2023年河南省鹤壁市淇县西岗镇枣园村社区工作人员考试模拟题含答案

上海养老院一览表(最新版).docx

技术交底记录(出水池基槽开挖)
第十一章-工程资料管理与工程验收
远程网络学习心得体会
电机判断选择题习题
税务部门年终工作计划
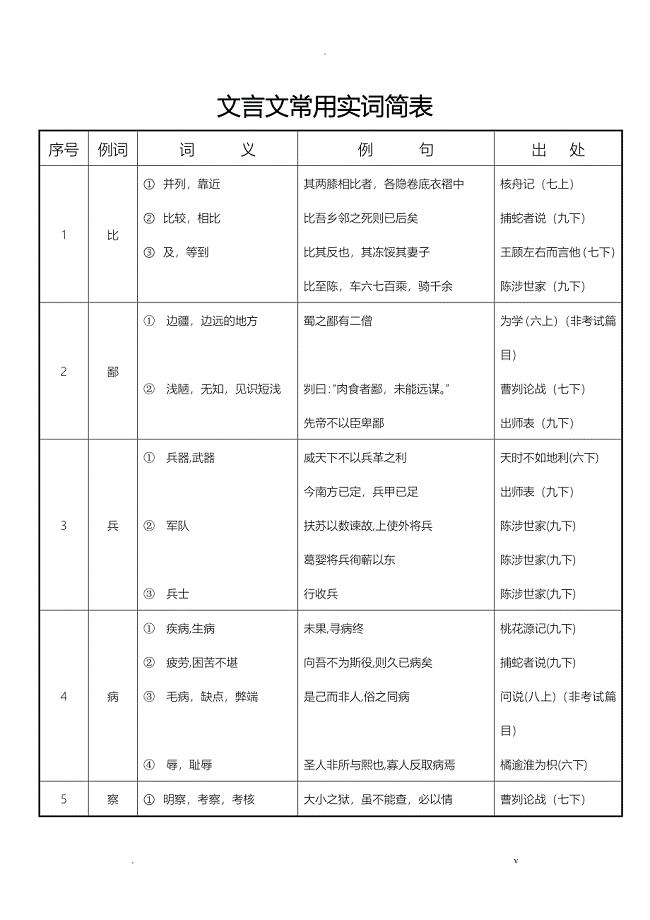
初中文言文实词虚词简表精准版
2023年第一学期班级工作计划模板(6篇).doc
厨房工作流程及标准
主题国际化软件人才趋势及IBM大型机技术应用
美容店加盟合同

废气处理系统废气塔设计方案讲解
二用数学归纳法证明不等式
2022年多媒体工作总结与计划

关于《山东省安全技术防范工程_9343
小学生教师节演讲稿模板汇总9篇
2023年关于大学火灾应急预案3篇(学院火灾应急预案)
 机械论文.doc
机械论文.doc
2022-11-02 14页
PE管道施工合同
2022-08-14 3页
心理论坛策划书
2023-03-16 7页
采矿学课程设计-祁东煤矿1.8Mta新井设计
2023-01-31 32页
毕业设计说明书2-堆石坝设计
2022-10-02 99页
电池包装送料装置总体方案及控制系统设计(下载送图纸)
2023-05-02 39页
毕业论文-楼宇综合布线工作区子系统设计
2023-06-10 32页
论文资料:高岭土综合利用的研究进展.doc
2023-06-08 3页
幼儿教师教学反思现状调查
2023-02-03 14页
汽车设计课程设计-欧兰德05款离合器设计
2023-05-11 29页