
课程设计pfth型油淬真空炉设计
9页
1、课程设计说明书设计说明书目录 一:设计任务书-2二: 加热部分设计-2 1: 炉膛尺寸-2 2: 炉墙-2 3: 炉用耐热钢-3 4: 加热元件设计-3三: 淬火槽设计-5 四: 真空系统介绍-6五: 绘制炉型图-8一、设计任务书1) 设计题目 :pfth型油淬真空炉设计 2)油淬真空炉条件:项目单位指标炉子有效尺寸Mm5001200最大炉装量Kg250额定功率Kw150 二、加热部分设计 1炉膛尺寸 炉子有效尺寸为5001200,由于在摆放工件时需要考虑装料、出料方便和炉气流动,在工件之间要留有一定空间,工件与电热元件也要留出一定的空间通常为100150mm,靠近炉门初温度偏低,工件到炉门应留出100200mm。因此: 炉膛长度:L=L1+0.20.3m 炉膛宽度:B=B1+0.20.4m 其中L1 和 B1分别为炉子有效长度和宽度,这里炉子为柱状的,所以: 炉膛直径R=500+300=800mm 高度:H=1200+300=1500mm 由于没有待处理的钢件,没有规定的温度,但通过电动率P和炉子的体积我们可以估算炉子的加热温度(经验公式): 工作温度()功率(kw)12001000
2、700400P=100150P=75100P=5075P=3550 我们设计的淬火炉的功率为150KW,那么可以估计一下炉子的加热温度大约有1200。据此来确定炉墙材料和加热元件。 2 炉墙 10001200的高温炉需要三层炉衬,即高铝砖、轻质耐火砖和保温材料,外加石棉板和钢板外壳。查询热处理炉(西北工业大学出版)的炉墙组成表可知1200的炉墙组成为: 炉膛温度炉墙材料厚度(mm)1200轻质耐火粘土砖=1.390轻质耐火粘土砖=1.090硅藻土砖=0.55113蛭石粉=0.1565 3 炉用耐热钢 热处理炉的炉内构件如炉底板、炉罐、导轨、料盘、炉辊、内罩等都是在高温下工作的,承受一定的载荷,并受到高温化学介质的腐蚀,因此这些构件必须用耐热钢制造。常用的耐热钢有1Cr18Ni9Ti、Cr18Ni25Si2、等奥氏体耐热钢,由于Cr、Ni的消耗过多,筑炉投资较大,几年来开始使用无Cr、Ni或少Cr、Ni的耐热钢。其中比较重要的有Fe-Al-Mn系和Fe-Cr-Mn-N系耐热钢。 Fe-Al-Mn系的耐热钢根据其含Al量的不同分三种,分别用于800900、950以下、10001100。 由
3、于所设计的热处理炉为高温热处理炉,我们采用耐热性能最好的第三种。4 加热元件设计 由于炉温较高,我们选择碳化硅电热元件,碳化硅两端加粗中间细,两端加粗是为了减小该段的电阻,使其少发热,以便连接。中间细棒为加热段,位于炉膛内作为发热元件。碳化硅棒在氧化性的气氛中,可在1350高温下长期工作,其最高的工作温度为1500。 碳化硅棒很脆,安装时要尽量小心,更不能乱碰。此外,要防止碱、碱土金属、金属氧化物、氢气和水蒸气的腐蚀,在水分多的空气中使用时寿命会急剧下降。 在选择电热元件后,根据电路功率的大小和功率分配及供电电压,即可设计确定电热元件的尺寸。所设计的电热元件必须满足功率的要求和保证电热元件达到要求的使用寿命,同时还要考虑电热元件在炉膛内的布置等因素。电热元件一般都是对称分布的,因此只要设计计算单根的电热元件即可。 在热处理炉(西北工业大学出版)中给出了碳化硅棒的标准的规格尺寸:规格型号工件部分尺寸(mm)加粗部分尺寸(mm)1400时电阻10%()不同炉温时没跟碳化硅棒的电压、电流和功率直径d长度l直径D长度l112001300135014006/60/758/200/8512/200
《课程设计pfth型油淬真空炉设计》由会员M****1分享,可在线阅读,更多相关《课程设计pfth型油淬真空炉设计》请在金锄头文库上搜索。
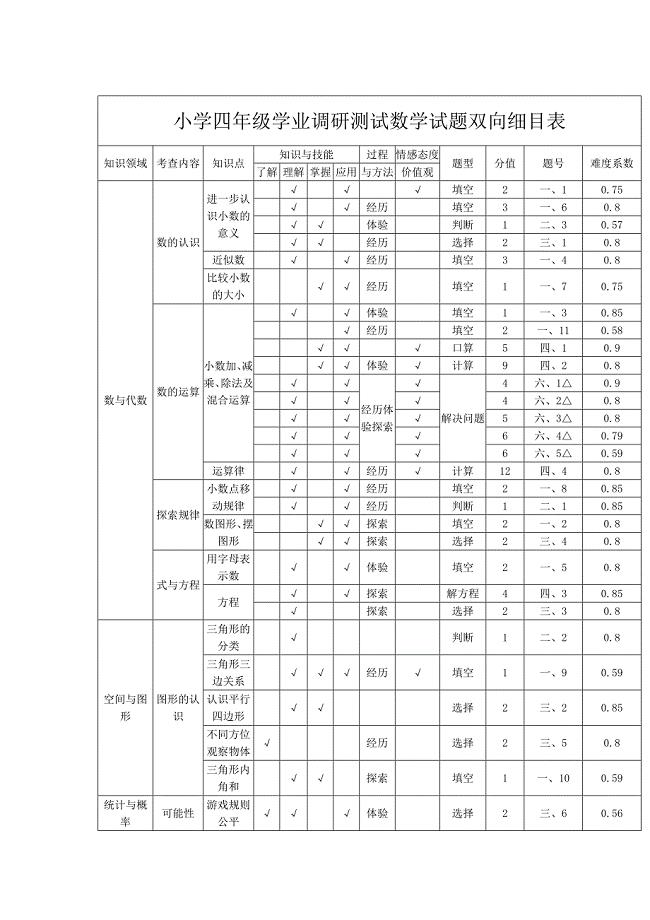
小学四年级学业调研测试数学试题双向细目表
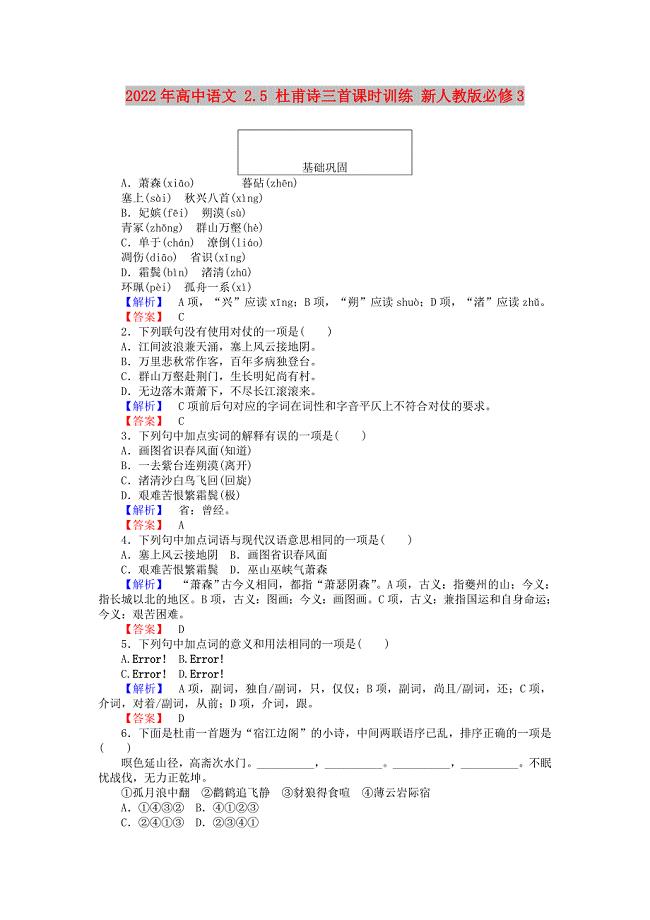
2022年高中语文 2.5 杜甫诗三首课时训练 新人教版必修3

2019-2020学年高中数学 第三章 空间向量与立体几何 3.2 立体几何中的向量方法(第1课时)空间向量与平行、垂直的关系练习(含解析)新人教A版选修2-1
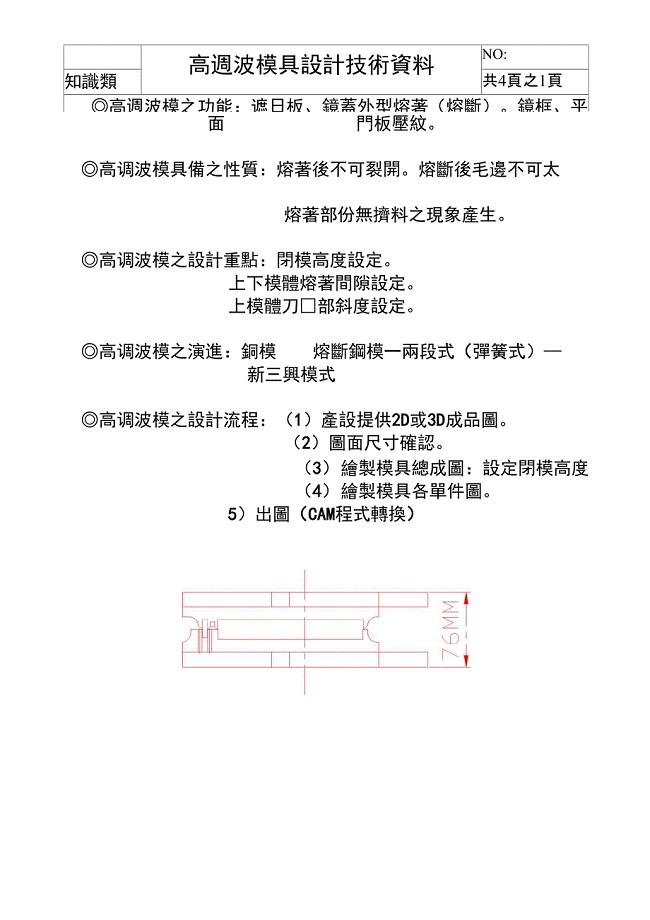
高周波模具设计技术资料
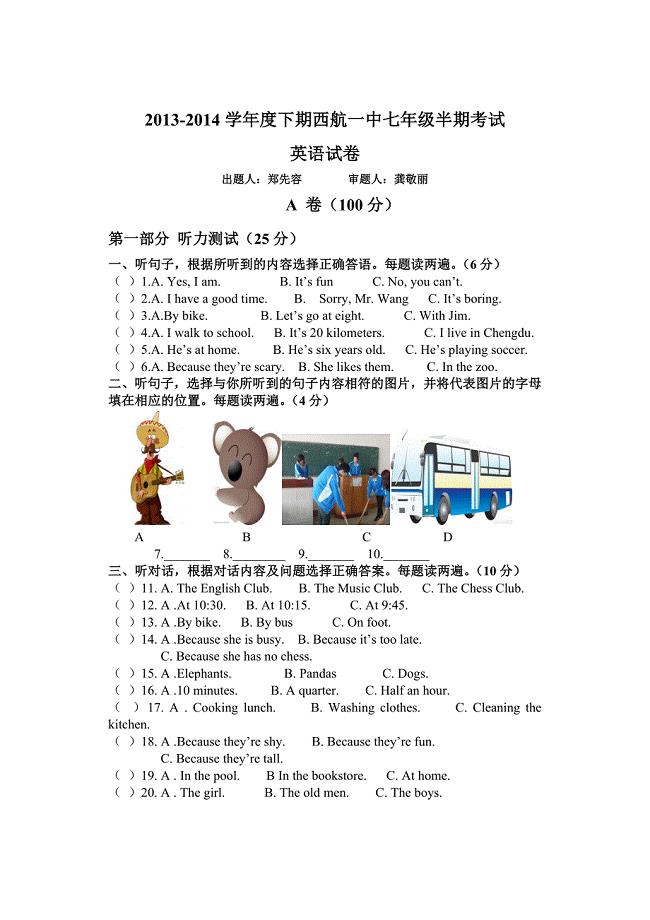
七年级下英语半期考试
(精选模板)人生励志作文合集七篇

中国社交网络及网民消费行为市场调研综合报告
八十-五年大专预备军官复选国文考试试题

高财所得税练习题及答案
新建1MicrosoftWord文档
应急救援物资维护、保养台账
疫情期间幼儿园老师年度述职报告
教导年度工作计划四篇.doc
经济学复习(附答案)
工厂卫生管理制度标准版本(2篇).doc

教育责任的合同范本.doc
2022年人教新起点五年级英语下册连词成句课后专项练习

2022开学第一课班会流程3篇(开学第一课班会教案2022春季)

短途沙石运输协议书律师版(六篇).doc
100W开关稳压电源的设计与实现
 画册与折页设计制作及要求
画册与折页设计制作及要求
2022-10-26 3页
后勤管理特色亮点工作.doc
2023-09-11 10页
社会主义革命和建设时期研讨发言材料
2023-01-08 3页
电大学前教育本 保教实习-个案观察分析记录.doc
2022-07-26 4页
养老护理员职业技能鉴定所(考场)设置标准
2023-11-21 17页
广东省广州市2021届高三语文10月阶段试题【含答案】
2022-10-10 16页
商场电梯使用管理制度
2024-02-20 7页
核心筒钢结构结构设计
2023-07-14 6页
水利项目强制性条文.doc
2022-08-10 7页
食品生产企业必备记录
2024-02-19 8页