
模具设计的设计思路及方法
15页
1、模具设计方案简介科技名词定义中文名称:模具 英文名称:die;mould 定义:用以限定生产对象的形状和尺寸的装置。 所属学科: 机械工程(一级学科) ;模具(二级学科) 模具 muju (moju;mold; mould; die; tooling;matrix; pattern) 工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压、拉伸等方法得到所需产品的各种模子和工具。 简介简而言之,模具是用来成型物品的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型1材料物理状态的改变来实现物品外形的加工。 模具之乡黄岩拥有模具企业2000余家,目前主要分为汽车模具,日用品模具,管件模具,工业模具等几大类 模具简单分类按所成型的材料的不同,模具可分为金属模具和非金属模具。金属模具又分为:铸造模具(有色金属压铸,钢铁铸造)、和锻造模具等;非金属模具也分为:塑料模具和无机非金属模具。而按照模具本身材料的不同,模具可分为:砂型模具,金属模具,真空模具,石蜡模具等等。其中,随着高分子塑料的快速发展,塑料模具与人们的生活密切相关。塑料模具一般可分为:注射成型模具,挤塑成
2、型模具,气辅成型模具等等。 大规模生产的非钣金钢件冷镦、模锻、金属模等 模具钣金出料热轧、冷轧、热卷、冷卷 钣金加工拉深、整型、折弯,冲孔,落料 有色金属压铸,粉末冶金 塑料件注塑、吹塑(塑料瓶),挤塑(管件) 模具其他分类: 合金模具、钣金模具、塑料模具、冲压模具、铸造模具、挤出模具、压铸模具、汽车模具、滚丝模具 模具材料 模具材料最重要的因素是热强度和热稳定性,常用模具材料:工作温度 成形材料 模具材料30 锌合金 Cr12、Cr12MoV、GCr15、T8、T10 300500 铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2 500800 铝合金、铜合金、钢钛 GH130、GH33、GH37 8001000 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、C-6NX88、MAR-M200、TRW-NASA、WA 1000 镍合金 铜基合金模具 塑料模具一般模具类别(1)两板模具 又称单一分型面模,是注塑模中最简单的一种,它以分型面为界面将整个模具分为两部分:动模和定模。一部分型腔在
3、动模,另一部分型腔在定模。主流道在定模;分流道开设在分型面上,开模后,制品和流道留在动模,动模部分设有顶出系统。 (2)三板模或细水口模 有两个分型面将模具分成三部分,比两板增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具分成采用点浇口,所以叫细水口模,这种模具结构相应复杂些。启动动力用山打螺丝或拉板。 按成型方法分类(1)注射成型 是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。 注射成型由具有注射、保压(冷却)和塑件脱模过程所构成循环周期,因而注射成型具有周期性的特点。热塑性塑料注射成型的成型周期短、生产效率高,熔料对模 具的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑件,难以避免成型缺陷。塑件各向异性也是质量问题之 一,应采用一切可能措施,尽量减小 。 (2)压缩成型 俗称压制成型,是最早成型塑件的方法之一。 压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态
4、。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。 压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚氰胺甲醛模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、有机硅树脂、聚酰亚胺等的模塑料,还可以成型加工不饱和聚酯料团(DMC)、片状模塑料(SMC)、预制整体模塑料(BMC)等。 一般情况下,常常按压缩膜上、下模的配合结构,将压缩模分为溢料式、不溢料式、半溢料式三类。 (3)挤塑成型 是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。 挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。 在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、
《模具设计的设计思路及方法》由会员cn****1分享,可在线阅读,更多相关《模具设计的设计思路及方法》请在金锄头文库上搜索。
幼儿园大班节奏乐活动乘车去秋游
农村教师健康知识研究述评
![最大的书导学案[精选文档]](https://union.152files.goldhoe.com/2023-7/8/551c63fc-465f-4b30-a2e6-08aa8a899b33/pic1.jpg)
最大的书导学案[精选文档]
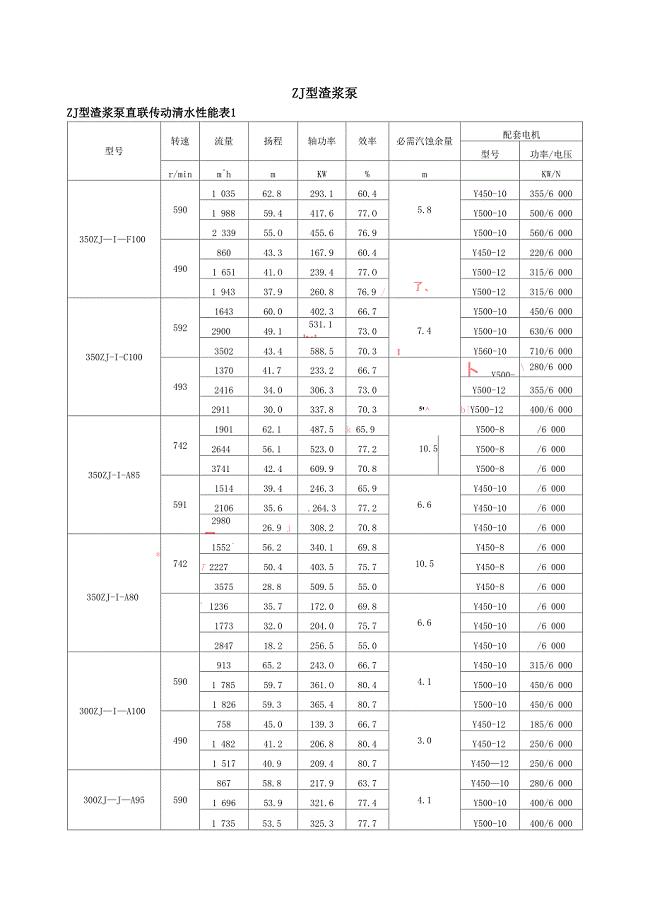
ZJ系列渣浆泵性能参数
八年级生物上册期中考试试题及答案
应用文个人工作总结(二篇).doc
预埋件施工方案
2022年人力资源管理师-人力资源管理师(二级)考试题库10

初中宾语从句详细讲解与练习(上课)
株洲压力容器研发项目商业计划书
蘑菇羊肉火锅贵州特色火锅系列
五年级冀教版长方体与正方体的体积表面积练习题
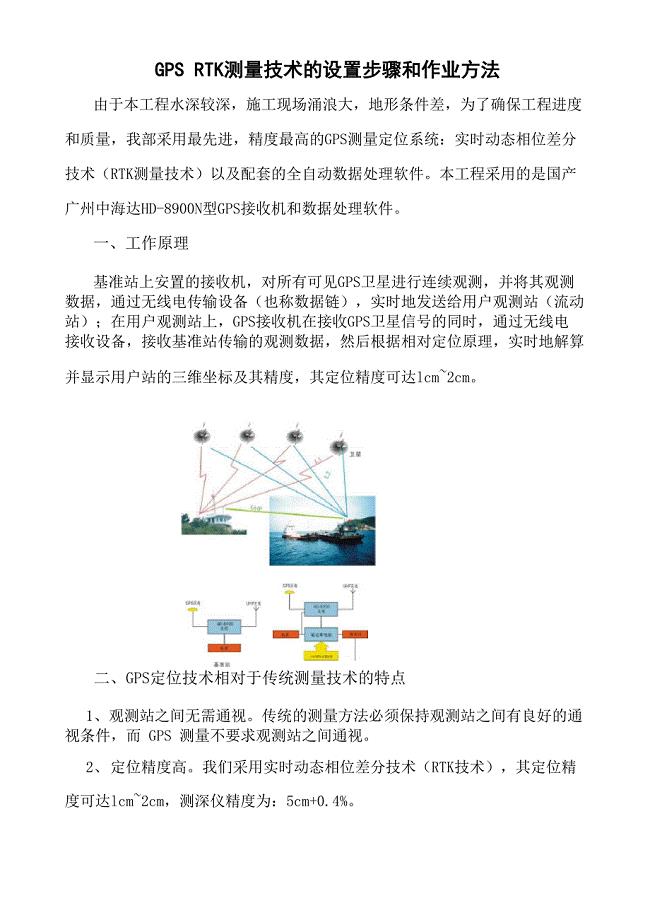
RTKGPS测量的工作原理
2023年10月自考市场营销学00058试题及答案解析
2022幼儿园大班健康教育工作计划五篇范文
2021年文艺晚会主持词3篇
长春智能装备设计项目投资计划书
西部计划志愿者2023年终工作总结范文.doc

浅谈企业内部会计控制制度

发电机转子磁轭冲片冲压成形工艺与模具设计说明书
 南开大学21春《再保险》离线作业一辅导答案31
南开大学21春《再保险》离线作业一辅导答案31
2023-05-13 12页
2011年保险代理人资格考试综合模拟题三
2023-10-13 8页
专业技术职务系列和分级
2022-12-30 2页
大学物理习题17电磁感应
2022-08-16 8页
春节后施工复工申请表及安全检查表(1)
2023-11-09 5页
中医基础理论:1中医学理论体系的形成、发展、组成及特点
2023-03-05 20页
紧急情况处理措施、应急预案以及抵抗风险措施_secret
2022-12-03 15页
新型玻璃说课稿
2022-09-26 14页
中国医科大学21秋《系统解剖学本科》平时作业一参考答案77
2023-05-11 14页
就业和失业问题翻译
2022-10-05 10页
2024年春江苏开放大学机械设计第3次作业答案2024年春江苏开放大学机器学习形考作业二答案2024年春江苏开放大学测试技术综合性大作业答案2024年春江苏开放大学python程序设计形考作业1答案实验报告2024春国开形势与政策大作业参考答案 二2024年春季国家开放大学《形势与政策》形成性考核作业参考答案2024春国开《教育法学》形考作业1至4试题国家开放大学2023秋《个人理财-厦门》大作业参考答案国家开放大学《 生产与运作管理》形考任务1-5参考答案2024年春国家开放大学《形势与政策》形考作业参考答案二2024年春国开《法治思想概论》形考作业参考答案国家开放大学《市场营销学》形考任务1-4参考答案