
烙铁使用温度测量规范
10页
1、电烙铁使用操作规范文件JN-WI-0081第A0版第0次修改生效日期:电烙铁使用操作规范文件编号:编制日期:版本:A0版控制方式:副本编号:批准审核编制电烙铁使用操作规范文件JN-WI-0081第A0版第0次修改生效日期:1.0目的:规范烙铁、焊枪正确使用,同时提供温度测试指导,订定产品焊接温度范围, 预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。2.0范围:本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及 温度测试指导。本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求, 适用于生产和检验。3.0职责权限:3.1 工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。3.2 生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部 提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。3.3 品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工 作。3.4 生产组长、IPQC/PQC及PE可以不定时做稽核监督。4.0定义说明:4.
2、1 温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际电烙铁使用操作规范文件JN-WI-0081第A0版第0次修改生效日期:温度必须在技术部提供的温度范围内。4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比 表)选择合适的烙铁进行焊接作业。4.2.1 标示20-25W 对应焊接温度200-250度;标示30-35皿对应焊接温 度 250-300 度;4.2.2 标示40-45W,对应焊接温度280-350度;标示50VV对应焊接温度 320-380 度;4.2.3 标示60W 对应焊接温度320-400度;标示75-80皿对应焊接温度 350-400 度;4.2.4 标示100W对应焊接温度380-450度。5.0程序正文:5.1作业流程作业流程权责重要说明相关文件/ 记录品生二 1工程技 术部对首批生产的新产品做工艺确认与指 导。作业指导 书I工程技 术部确定产品在装配焊接时需要的电烙铁 的温度范围,确保产品装配品质。作业指导 书、订定烙铁温度1J生产制 造部生产制造部按技术部提供温度范围,根 据产品材料特性选择合适瓦数的电烙 铁进行焊接作业。作业指
3、导 书1佥查测量二品保部品质部(IPQC/PQO按技术部标准对生 产使用的电烙铁做实际温度测量,保证 烙铁温度在规定范围内。(首件和2-4小时不定时巡回测量)作业指导 书/检验标 准书/温度 测量记录电烙铁使用操作规范文件JN-WI-0081第A0版第0次修改生效日期:5.2基本技术要求5.2.1电烙铁必须保证有良好的接地装置和可靠的接地电阻。(例如3插的恒温烙铁内部有带接地)5.2.2锡焊点应润湿充足、光滑(无铅会略微灰暗)、无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊、 等缺陷,必须保证良好导电性和一定的机械强度,焊锡点的高度应符合要求。5.2.3合理选用焊料、焊剂、工具。焊接点基本材料应为共晶体焊锡融合产生的合金导电体。5.3 电烙铁的选择方法5.3.1 选择瓦数适合的电烙铁,并控制烙铁头的最低温度,而最高温度则受烙铁头材质特性,焊剂性质 决定。5.3.2 焊接印制板的电烙铁温度根据焊盘大小与元器件(面积、材料)的不同,烙铁温度依以下标准执行:有铅焊:温度控制在250-380C;无铅焊: 温度控制在320-450C;不准过高或过低。5.3.3 电烙铁(50-80W适用于焊接电池弹簧
《烙铁使用温度测量规范》由会员鲁**分享,可在线阅读,更多相关《烙铁使用温度测量规范》请在金锄头文库上搜索。
地产公司工程部职责(四篇).doc
初三物理阶段测试卷(2005
航空航天产品数字化研制体系及其研制流程构建
盖梁施工方案中钢筋控制要求
2022年法院信访年终工作总结
胶水MSDS
个人工作总结1000字监理员年终总结1000字
CR显示器进工厂模式方法
销售经理月工作计划标准样本(二篇).doc

【母亲母亲】母亲、家庭与祖国
消防系统维保技术标(DOC30)
农村经济管理局信访工作自查报告
二手车买卖交易协议经典版(9篇)
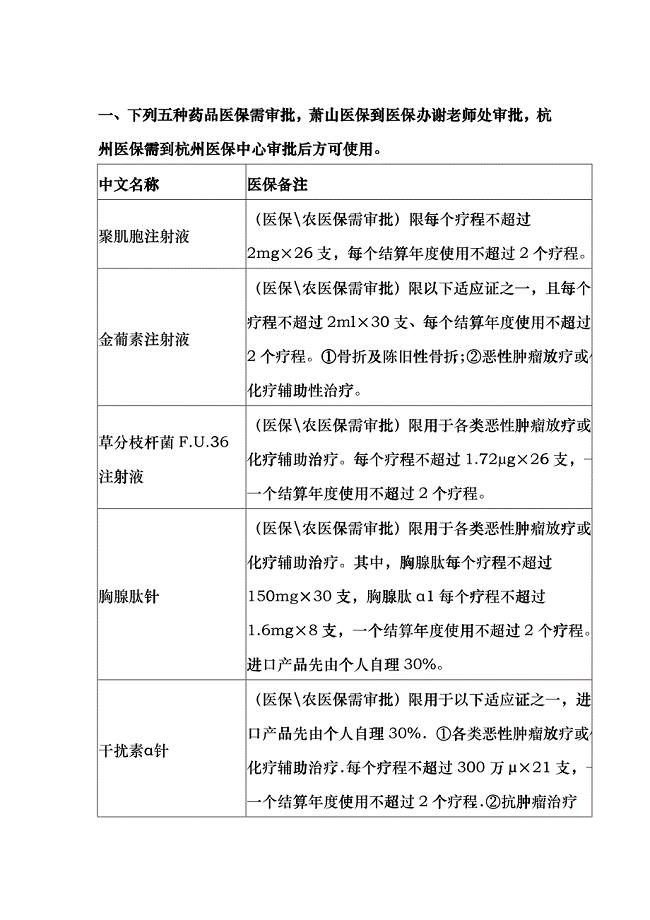
下列五种药品医保需审批gyca
小学:梦想的力量教学反思
2023年保修服务合同篇
公司对个人借款合同书简单版(8篇)
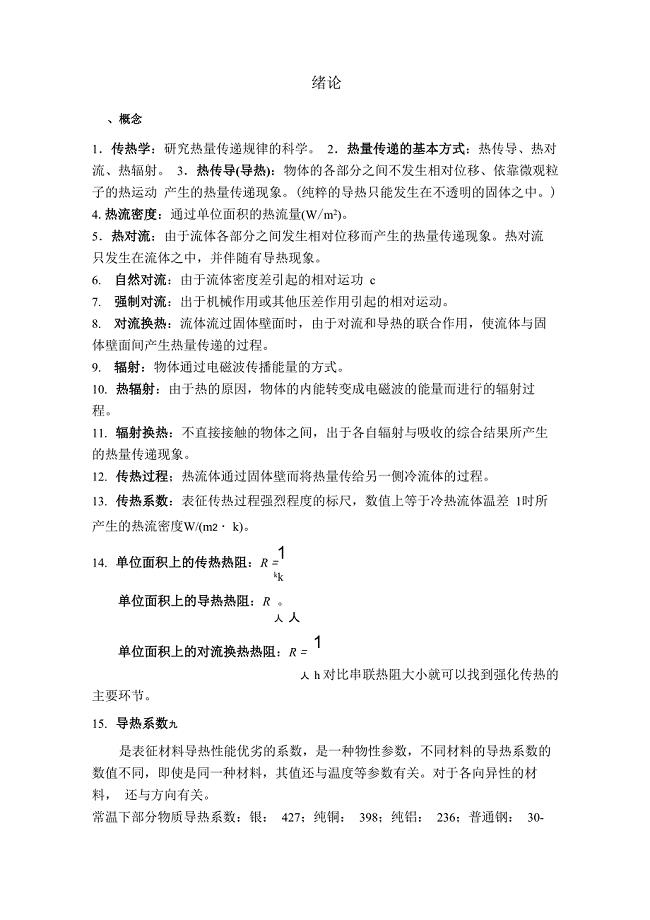
传热学知识整理1
幼儿教师个人研修计划书XX
新版七年级数学下册第一章整式的乘除1.4整式的乘法3教案版北师大版1123
 酒店业务部收益管理部高级副经理岗位说明书
酒店业务部收益管理部高级副经理岗位说明书
2023-02-22 6页
中班体育赶小猪教案
2023-05-26 7页
地雷战观后感300字
2023-11-07 3页
一建《机电实务》机电工程机械设备安装程序
2023-12-21 9页
薪资补充协议书
2023-12-31 2页
管理评审输入材料
2022-08-28 25页
机房环境要求
2023-09-03 10页
单片机模拟试卷,单片机试题,单片机期未考试试题,汇编程序试题
2023-06-02 52页
技术操作岗位说明书汇编87
2024-01-24 8页
出租车计费器
2023-10-25 30页